Технические условия.
- Что такое наждачка
- Изготовление
- Форма выпуска
- Маркировка
- Расшифровка зернистости
- Другие обозначения
- Основа
- Виды зернистости по материалу
- Применение
- Как выбрать?
Наждачка, она же шкурка шлифовальная – это названия наждачной бумаги, столярного абразива, аналогов которому на сегодняшний день нет. Материал используют в разных отраслях промышленности и жизни от строительной площадки до художественной мастерской.
Наждачное полотно предназначено для ручной и машинной обработки деревянных, пластиковых, керамических и металлических поверхностей при производстве различных изделий для улучшения сцепления элементов при склейке или для подготовки поверхности к покраске.
Что такое наждачка
Шлифовальная бумага – это комбинированный материал, который составляют:

Изготовление
Производство наждачной бумаги впервые было запущено в Китае, в 13 веке. Мастера приклеивали к пергаменту речной песок разной крупности, измельченный ракушечник, семена растений с помощью клея из агар-агара или крахмала. Позже придумали в качестве абразива использовать измельченное стекло, откуда пошел вид «стеклянной бумаги».
Серийное производство наждачной бумаги началось в Лондоне в 1833 году, затем стало распространяться по миру, технологии совершенствовались, и сегодня мы наблюдаем самые разные виды этого изделия.
Этапы производства:
- Бумажную основу или ткань пропитывают полимерами, чаще латексом из каучука.
- На подготовленную основу наносят клей, разогретый до 30…50 0 С.
- Насыпным методом наносят абразив нужной фракции.
- Отправляют полуфабрикат на сушку в печь. Температурный режим зависит от типа клея, фракции зерна и других факторов.
Таким образом можно изготавливать наждачку невысокого качества в домашних условиях, используя плотный картон, крошку от абразивного круга или растолченное стекло, песок .
Форма выпуска
Готовые изделия складируют, складывая листы стопками или скатывая их в рулоны. Листовые полотна обладают достаточной жесткостью, поэтому сложно изгибаются. Наждачная бумага в рулонах более компактная в хранении, ее фракция и размер зерна меньше, чем у листовой.
Другие формы выпуска:
- Абразивная сетка представляет собой разреженное полотно с закрепленным зерном. При шлифовании даже самые мелкие частицы пыли проходят сквозь материал, не забиваются в порах. Этот метод работы называется «шлифовка без пыли».
- Абразивные круги - мелкозернистая наждачная бумага, вырезанная по форме насадки на механические устройства. Её назначение – очистка поверхности металла от ржавчины и удаления старого покрытия.
- Наждачная бумага разной зернистости, вырезанная по форме насадки на электрические инструменты с креплением на липучке или на проделанные отверстия.
- Шлифовальные ленты, предназначенные для заправки в циклёвочные машины и станки.
Маркировка
Маркировка наждачной бумаги указывает на фракцию и концентрацию абразива. Отечественный ГОСТ 3647-80 определяет количество зерен разного размера на 1 квадратную единицу, но данная классификация считается устаревшей. Сегодня шкурка шлифовальная соответствует международным стандартам ISO, именно это обозначение можно встретить на обратной стороне изделия . Следует отметить, что данные старого ГОСТа и значения международных стандартов перекликаются между собой. Их соответствие можно проследить в таблице.
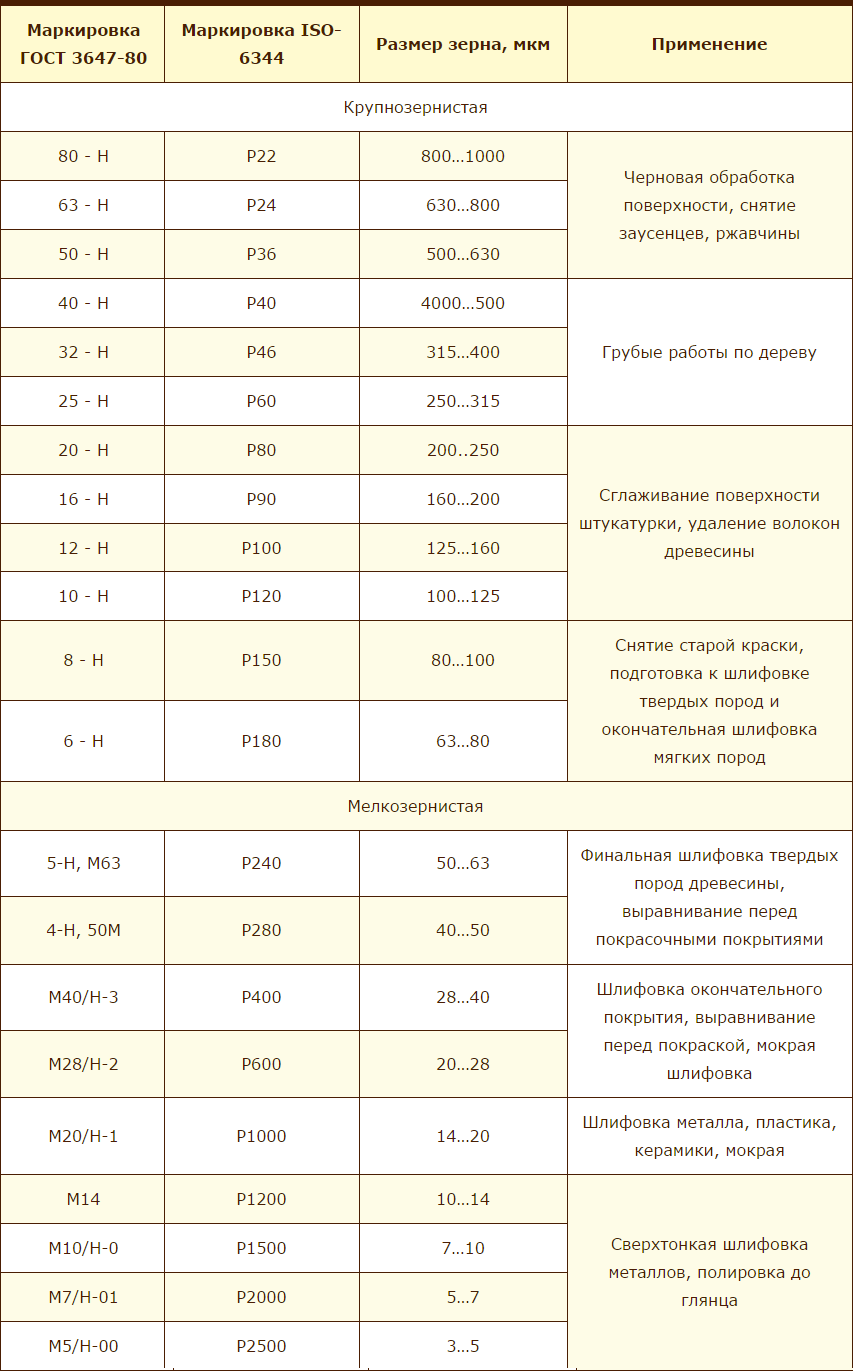
Основная разница старого и нового стандартов заключается в разном движении номеров в маркировке:
- В ГОСТ 3647-80 значения крупности и плотности зерен уменьшаются, что вполне логично;
- В новом стандарте ISO 6344 (ГОСТ 52318-2005) номер изделия увеличивается с уменьшением значения в маркировке.
Расшифровка зернистости
Буква «Р» в обозначении указывает на зернистость. Чем больше значение, стоящее за буквой, тем мельче фракция шкурки. Р400 – известная нулёвка. Р600…Р2500 имеют мелкие фракции и почти гладкую поверхность, их зернистость не так ощутима наощупь. Такую наждачку используют для финишной полировки в промышленности.
В старом ГОСТе дела обстояли иначе. На примере 10-Н: первая цифра означает, что на поверхность изделия нанесен абразив крупностью, соответствующей ситу с ячейкой 100 мкм. Чем меньше показатель, тем меньше размер просева.
Другие обозначения
Виды наждачной бумаги различаются по составу основы и свойствам зерен. Эту информацию также отражают в маркировке изделия.
- Литера «Л» указывает на листовую форму выпуска изделия. Рулонная не обозначается никак.
- Буквой «М» обозначается водостойкая наждачная бумага.
- Изделие с маркировкой «П» предназначено для шлифовки сухих изделий без контакта с влагой.
- «1» – абразив для мягких поверхностей, «2» – для жестких.
Чтобы подобрать наждак для определенного вида работ, следует учитывать не только основную классификацию, но и приведенную информацию, которая содержится на обороте листа.
Основа
Абразивная бумага может быть изготовлена на разных материалах:

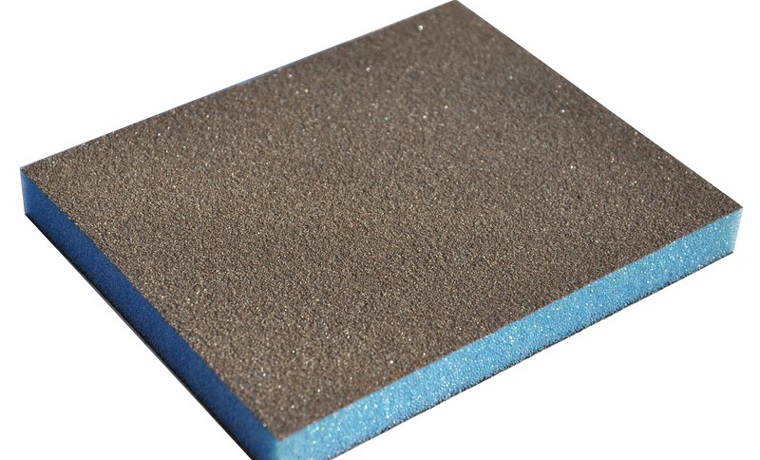
В продаже можно встретить бумагу с губчатой основой. Такая хорошо пропускает пыль, не боится влаги, подходит для ручной и механической работы в течение долгого времени.
Виды зернистости по материалу
Абразив изготавливают на разных основах:
- Карбид кремния (карборунд) подходит для работы с жёсткими поверхностями из металла, пластика.
- Зерна из граната обладают жёсткостью и мягкостью одновременно: такая абразивная бумага способна убрать неровности с поверхности древесины и запечатать волокна, благодаря чему покрытие краской или лаком ложится равномерно.
- Керамика применяется для изготовления крупнозернистых видов наждачной бумаги, используемых для выравнивания древесины.
- Окись алюминия – материал немалой цены, но и срок службы у него внушительный для своих «соплеменников»: мягкие кристаллы при шлифовке ломаются, сглаживая поверхность, но на их месте образуются более мелкие частицы с такими же острыми краями.
- Алмазная наждачная бумага самая прочная и дорогая. Почти не изнашивается, применяется, в основном, для машинной обработки изделий в промышленности.
Применение
- Наждачная бумага для дерева в столярном деле необходима при подготовке поверхности к покраске или лакировке.
- В строительстве наждачкой зачищают наплывы на штукатурке и шпатлевке, волокна древесины перед использованием. Также шкурка помогает избавиться от подтеков краски.
- Ремонт автомобилей: зачистка старой краски, подготовка поверхности к шпатлеванию, матирование глянца.
- При производстве и ремонте мебели и во многих других отраслях промышленности.
Как выбрать?
При выборе следует обращать внимание не только на стоимость, но и на характеристики изделия.
ГОСТ 13344-79
МЕЖгосударственный стандарт
ШКУРКА
ШЛИФОВАЛЬНАЯ
ТКАНЕВАЯ ВОДОСТОЙКАЯ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Дата введения 01.01.81
Настоящий стандарт распространяется на водостойкую тканевую шлифовальную шкурку, предназначенную для абразивной обработки различных материалов с применением и без применения смазочно-охлаждающей жидкости на основе воды, масла, керосина и т.п.
1. ТИПЫ И РАЗМЕРЫ
1.1. Шлифовальная шкурка должна изготовляться типов:
1 - для машинной и ручной обработки древесины, пластмасс, лаковых покрытий и сплавов с низкой твердостью;
2 - для машинной и ручной обработки твердых и прочновязких металлов и сплавов.
1.2. (Исключен, Изм. № 1).
1.3. Шлифовальная шкурка должна изготовляться видов:
О - однослойная;
Д - двухслойная.
Примечания :
1. По заказу потребителя допускается изготовление рулонов шириной более 840 мм и длиной более 30 м.
2. По заказу потребителя допускается изготовление шлифовальной шкурки из других марок и зернистостей шлифовальных материалов или их смесей.
Пример условного обозначения водостойкой тканевой двухслойной шлифовальной шкурки типа 2 шириной 820 мм, длиной 20 м на тканевой основе из гладкокрашеной утяжеленной саржи, из зеленого карбида кремния марки 63С, зернистостей 40-Н и 25-П, на фенолоформальдегидной смоле:
Д2 820 ´ 20 УГ 63С 40-Н/25-П СФЖ ГОСТ 13344-79
(Измененная редакция, Изм. № 1, , ).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Шлифовальная шкурка должна изготовляться из нормального электрокорунда марок 15А, 14А и 13А; белого электрокорунда марок 25А, 24А и 23А; черного карбида кремния марок 55С, 54С и 53С; зеленого карбида кремния марок 64С и 63С.
Для шкурки других зернистостей суммарная площадь указанных дефектов должна быть не более 1 % площади рулона.
В рулоне шкурки не допускаются кромки шириной более 10 мм с дефектами.
(Измененная редакция, Изм. № 3).
2.7. (Исключен, Изм. № 1).
_________
* Табл. 2. (Исключена, Изм. № 1).
(Измененная редакция, Изм. № 1).
Примечание . Значения разрывной нагрузки и удлинения тканей, не предусмотренные табл. , должны быть не менее, чем для ткани П.
2.10. Показатели прочности закрепления абразивных зерен указаны в приложении .
(Измененная редакция, Изм. № 3).
2.11 - 2.12. (Введены дополнительно, Изм. № 3).
3. ПРАВИЛА ПРИЕМКИ
3.1. Для контроля соответствия шлифовальной шкурки требованиям настоящего стандарта проводят приемочный контроль и периодические испытания.
(Измененная редакция, Изм. № 3).
3.3. Если при приемочном контроле установлено несоответствие требованиям стандарта более чем по одному контролируемому показателю, то партию не принимают.
Если установлено несоответствие требованиям стандарта по одному из контролируемых показателей, то проводят повторный контроль на удвоенном количестве рулонов шлифовальной шкурки. При наличии дефектов в повторной выборке партию не принимают.
(Измененная редакция, Изм. № 3).
3.5. Периодические испытания должны проводиться не реже одного раза в год.
(Измененная редакция, Изм. № 3).
4. МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ
(Измененная редакция, Изм. № 1, ).
4.2. Метод определения режущей способности шлифовальной, шкурки, а также показателей прочности закрепления абразивных зерен и коэффициента водостойкости указан в приложении .
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На нерабочей поверхности рулона должны быть четко нанесены не более чем через каждые 150 мм в поперечном и продольном направлениях:
б) условное обозначение шлифовальной шкурки (без обозначений типа, вида, размеров);
в) номер партии.
Примечания .
1. (Исключено, Изм. № 1).
2. На двухслойной шкурке должна быть указана зернистость нижнего слоя. Например, при изготовлении двухслойной шкурки зернистостей 40-Н/25-П указывают зернистость нижнего слоя - 40-Н.
(Измененная редакция, Изм. № 1, ).
5.2. Намотка шлифовальной шкурки в рулоны должна быть плотной и ровной, не допускающей образования морщин, складок и мятых участков.
Торцевая поверхность должна быть ровной, выступы кромок не должны превышать 20 мм. При установке рулона на торец выступающие кромки не должны сминаться более чем на 7 мм.
5.4. На упакованном рулоне должна быть наклеена этикетка или нанесен штамп с четко обозначенными сведениями:
а) товарный знак предприятия-изготовителя;
б) условное обозначение шлифовальной шкурки;
в) дата выпуска и номер партии;
г) штамп технического контроля.
Примечание . На рулоне шлифовальной шкурки, изготовленной с применением лака марки ЯН-153 или аналогичных материалов, должна быть наклеена этикетка с указанием условий хранения и транспортирования.
(Измененная редакция, Изм. № 1).
(Измененная редакция, Изм. № 3).
2. (Исключен, Изм. № 3).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 13.09.79 № 3555
3. ВЗАМЕН ГОСТ 13344-67
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
5. Ограничение срока действия снято по протоколу № 5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
6. ИЗДАНИЕ (июль 2003 г.) с Изменениями № 1, 2, 3, утвержденными в феврале 1983 г., июне 1985 г., июле 1989 г. (ИУС 6-83, 9-85, 11-89)
Утвержден и введен в действие
Постановлением Госстандарта СССР
от 13 сентября 1979 г. N 3555
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ШКУРКА ШЛИФОВАЛЬНАЯ ТКАНЕВАЯ ВОДОСТОЙКАЯ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
Waterproof abrasive cloth. Specifications
ГОСТ 13344-79
Группа Г25
ОКП 39 8500
Взамен ГОСТ 13344-67
Дата введения в действие
1 января 1981 года
Разработан и внесен Министерством станкостроительной и инструментальной промышленности СССР.
Разработчики: Л.А. Гречко, В.И. Домбровский, М.А. Зайцева, Л.А. Коган, В.С. Кравченко, Т.А. Кривцова, А.А. Пыльнев, Е.С. Плоткина, В.А. Рыбаков, С.К. Розин.
Утвержден и введен в действие Постановлением Государственного комитета СССР по стандартам от 13.09.79 N 3555.
Срок первой проверки - 1989 г., периодичность проверки - 5 лет.
Ссылочные нормативно-технические документы
────────────────────────────────────────┬────────────────────────
────────────────────────────────────────┼────────────────────────
ГОСТ 1051-73│1.4, Приложение 1
ГОСТ 2228-81│5.3
ГОСТ 3357-72│2.2
ГОСТ 3647-80│2.4
ГОСТ 6456-82│4.1
ГОСТ 8273-75│5.3
ГОСТ 19196-93│2.2
ГОСТ 20907-75│2.3
ГОСТ 27181-86│4.1
ГОСТ 27595-88│5.12
Ограничение срока действия снято по протоколу Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-12-94).
Переиздание (апрель 1997 г.) с Изменениями N 1, 2, 3, утвержденными в феврале 1983 г., июне 1985 г., июле 1989 г. (ИУС 6-83, 9-85, 11-89).
Настоящий стандарт распространяется на водостойкую тканевую шлифовальную шкурку, предназначенную для абразивной обработки различных материалов с применением и без применения смазочно-охлаждающей жидкости на основе воды, масла, керосина и т.п.
1. ТИПЫ И РАЗМЕРЫ
1.1. Шлифовальная шкурка должна изготовляться типов:
1 - для машинной и ручной обработки древесины, пластмасс, лаковых покрытий и сплавов с низкой твердостью;
2 - для машинной и ручной обработки твердых и прочновязких металлов и сплавов.
1.2. (Исключен, Изм. N 1.)
1.3. Шлифовальная шкурка должна изготовляться видов:
О - однослойная;
Д - двухслойная.
1.4. Шлифовальная шкурка должна изготовляться в рулонах, размеры и зернистости которых должны соответствовать указанным в табл. 1.
Таблица 1
────────────────┬───────────┬───────────────────┬────────────────
Вид шлифовальной│Зернистость│ Ширина, мм (пред. │Длина, мм (пред.
шкурки││откл. +/- 15)│ откл. +/- 0,3)
О│50-М40│600; 725; 745; 775;│20; 30
││800; 820; 840│
────────────────┼───────────┼───────────────────┼────────────────
Д│50-М40│725; 745; 775; 800;│20
││820; 840│
Примечания. 1. По заказу потребителя допускается изготовление рулонов шириной более 840 мм и длиной более 30 м.
2. По заказу потребителя допускается изготовление шлифовальной шкурки из других марок и зернистостей шлифовальных материалов или их смесей.
Пример условного обозначения водостойкой тканевой двухслойной шлифовальной шкурки типа 2 шириной 820 мм, длиной 20 м на тканевой основе из гладкокрашеной утяжеленной саржи, из зеленого карбида кремния марки 63С, зернистостей 40-Н и 25-П, на фенолоформальдегидной смоле:
Д2 820 x 20 УГ 63С 40-Н/25-П СФЖ ГОСТ 13344-79
(Измененная редакция, Изм. N 1, 2, 3.)
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Шлифовальная шкурка должна изготовляться из нормального электрокорунда марок 15А, 14А и 13А; белого электрокорунда марок 25А, 24А и 23А; черного карбида кремния марок 55С, 54С и 53С; зеленого карбида кремния марок 64С и 63С.
2.2. Для изготовления шлифовальной шкурки должны применяться ткани по ГОСТ 3357, ГОСТ 19196, саржа специальная прочная (СП), саржа средняя N 1 гладкокрашеная (С1Г), саржа утяжеленная (УГ), полудвунитка гладкокрашеная (П).
Примечания. 1. Допускается применение других тканей, в том числе из синтетических волокон.
2. Если ткань не имеет установленного условного обозначения, допускается в условном обозначении шкурки указывать артикул ткани.
2.3. Шлифовальный материал должен быть прочно связан с основой фенолоформальдегидной смолой марок СФЖ-3038 и СФЖ-3039 по ГОСТ 20907, лаком марки ЯН-153 по нормативно-технической документации (НТД).
Примечание. Допускается применение других связок по своим физико-механическим свойствам не хуже указанных.
2.4. Зерновой состав шлифовальных материалов - по ГОСТ 3647 с индексами П и Н.
Примечание. По заказу потребителя допускается применение шлифовальных материалов с содержанием основной фракции 65% и более.
2.5. (Исключен, Изм. N 3.)
2.6. На рабочей поверхности шлифовальной шкурки суммарная площадь морщин, складок, участков без абразивных зерен, залитая связкой, не должна превышать 0,5% площади рулона для зернистостей 25 и 20.
Для шкурки других зернистостей суммарная площадь указанных дефектов должна быть не более 1% площади рулона.
В рулоне шкурки не допускаются кромки шириной более 10 мм с дефектами.
(Измененная редакция, Изм. N 3.)
2.7. (Исключен, Изм. N 1.)
Табл. 2. (Исключена, Изм. N 1.)
2.8. Неравномерность толщины шлифовальной шкурки должна соответствовать значениям, указанным в табл. 3.
Таблица 3
─────────────────────────────────┬───────────────────────────────
Зернистость│Неравномерность толщины, мм, не
─────────────────────────────────┼───────────────────────────────
8 и мельче│0,05
(Измененная редакция, Изм. N 1.)
2.9. Прочность на разрыв и удлинение воздушно-сухой шлифовальной шкурки должны соответствовать значениям, указанным в табл. 4.
Таблица 4
─────────────────┬─────────────────────────┬─────────────────────
обозначение ткани│менее, в направлениях│в продольном
├──────────────┬──────────┤ направлении, %, не
│продольном│поперечном│более
─────────────────┼──────────────┼──────────┼─────────────────────
СП│1764│784│3
С1Г│1127│230│7
УГп│1372│353│8
П│980│588│9
Примечание. Значения разрывной нагрузки и удлинения тканей, не предусмотренные табл. 4, должны быть не менее, чем для ткани П.
2.10. Показатели прочности закрепления абразивных зерен указаны в Приложении 2.
2.9, 2.10. (Измененная редакция, Изм. N 3.)
2.11. Режущая способность шлифовальной шкурки при условиях шлифования, указанных в Приложении 1, должна соответствовать значениям, указанным в табл. 5.
Таблица 5
───────────────┬─────────────────────────────────────────────────
Зернистость│Режущая способность, мм3/мин, не менее
├───────────────────────────────┬─────────────────
│карбидкремниевой│электрокорундовой
───────────────┼───────────────────────────────┼─────────────────
2.12. Коэффициент водостойкости (отношение режущей способности шлифовальной шкурки, выдержанной в воде, к режущей способности сухой шлифовальной шкурки) должен быть не менее 0,75.
2.11, 2.12. (Введены дополнительно, Изм. N 3.)
3. ПРАВИЛА ПРИЕМКИ
3.1. Для контроля соответствия шлифовальной шкурки требованиям настоящего стандарта проводят приемочный контроль и периодические испытания.
(Измененная редакция, Изм. N 3.)
3.2. Приемочному контролю на соответствие требованиям пп. 1.4 (в части размеров) и 2.6 должны подвергаться не менее 1% рулонов шлифовальной шкурки от партии, но не менее 3 шт., по пп. 2.11 - 0,1%, но не менее 3 шт.
Партия должна состоять из рулонов шкурки одной характеристики, изготовленных за одну смену и одновременно предъявленных к приемке по одному документу.
3.3. Если при приемочном контроле установлено несоответствие требованиям стандарта более чем по одному контролируемому показателю, то партию не принимают.
Если установлено несоответствие требованиям стандарта по одному из контролируемых показателей, то проводят повторный контроль на удвоенном количестве рулонов шлифовальной шкурки. При наличии дефектов в повторной выборке партию не принимают.
(Измененная редакция, Изм. N 3.)
3.4. Периодическим испытаниям должна подвергаться продукция (один из размеров рулонов), выдержавшая приемочный контроль, на соответствие требованиям пп. 2.8 и 2.12 не менее 0,5% от партии рулонов, но не менее 3 шт., по п. 2.9 - не менее 0,5% рулонов шлифовальной шкурки зернистостей 40/25; 40; 25; 8; 5 и 4, но не менее 3 шт., по п. 2.9 - на всех видах тканей.
(Измененная редакция, Изм. N 1, 3.)
3.5. Периодические испытания должны проводиться не реже одного раза в год.
(Измененная редакция, Изм. N 3.)
4. МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ
4.1. Методы испытаний - по ГОСТ 6456.
Контроль прочности на разрыв и удлинения - по ГОСТ 27181.
(Измененная редакция, Изм. N 1, 3.)
4.2. Метод определения режущей способности шлифовальной шкурки, а также показателей прочности закрепления абразивных зерен и коэффициента водостойкости указан в Приложении 1.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На нерабочей поверхности рулона должны быть четко нанесены не более чем через каждые 150 мм в поперечном и продольном направлениях:
а) товарный знак предприятия-изготовителя;
б) условное обозначение шлифовальной шкурки (без обозначений типа, вида, размеров);
в) номер партии.
Примечания.
2.1. (Исключено, Изм. N 1.)
2. На двухслойной шкурке должна быть указана зернистость нижнего слоя. Например, при изготовлении двухслойной шкурки зернистостей 40-Н/25-П указывают зернистость нижнего слоя - 40-Н.
(Измененная редакция, Изм. N 1, 3.)
5.2. Намотка шлифовальной шкурки в рулоны должна быть плотной и ровной, не допускающей образования морщин, складок и мятых участков.
Торцевая поверхность должна быть ровной, выступы кромок не должны превышать 20 мм. При установке рулона на торец выступающие кромки не должны сминаться более чем на 7 мм.
5.3. Рулоны шлифовальной шкурки должны быть обернуты бумагой по ГОСТ 8273 и ГОСТ 2228 или другими упаковочными материалами. Слои упаковочной бумаги должны надежно закрывать торцы рулонов и обеспечивать сохраняемость рулонов шкурки при транспортировании.
(Измененная редакция, Изм. N 3.)
5.4. На упакованном рулоне должна быть наклеена этикетка или нанесен штамп с четко обозначенными сведениями:
а) товарный знак предприятия-изготовителя;
б) условное обозначение шлифовальной шкурки;
в) дата выпуска и номер партии;
г) штамп технического контроля.
Примечание. На рулоне шлифовальной шкурки, изготовленной с применением лака марки ЯН-153 или аналогичных материалов, должна быть наклеена этикетка с указанием условий хранения и транспортирования.
(Измененная редакция, Изм. N 1.)
5.5 - 5.11. (Исключены, Изм. N 3.)
5.12. Остальные требования к маркировке и упаковке, а также транспортирование и хранение - по ГОСТ 27595.
(Введен дополнительно, Изм. N 3.)
Раздел 6. (Исключен, Изм. N 3.)
Приложение 1
Обязательное
МЕТОД ОПРЕДЕЛЕНИЯ РЕЖУЩЕЙ СПОСОБНОСТИ,
ПОКАЗАТЕЛЕЙ ПРОЧНОСТИ ЗАКРЕПЛЕНИЯ АБРАЗИВНЫХ ЗЕРЕН
И КОЭФФИЦИЕНТА ВОДОСТОЙКОСТИ
1. Оборудование и материалы
1.1. Прибор для испытания ПСШ-3.
1.2. Технические весы с погрешностью взвешивания не более 0,01 г.
1.3. Образцы шлифовальной шкурки длиной 680 мм и шириной 20 мм.
1.4. Стержень из калиброванной стали марки 45 по ГОСТ 1051 диаметром 10 мм и длиной 250 - 300 мм.
(Измененная редакция, Изм. N 1.)
2. Подготовка к испытанию
2.1. Прокромковать и взвесить образец шлифовальной шкурки.
2.2. Закрепить образец шлифовальной шкурки на металлическом диске диаметром 100 мм и шлифуемый стержень в патроне-держателе.
Шлифуемый стержень должен быть наклонен в противоположную сторону вращения диска так, чтобы торец стержня после шлифования был плоским. С этой целью производят шлифование шкуркой зернистостью 12 из нормального электрокорунда в течение 15 с при радиальной нагрузке 19,6 Н, частоте вращения стержня 36 , скорости шлифования 15 м/с.
2.1, 2.2. (Измененная редакция, Изм. N 1.)
3. Проведение испытания
3.1. Установить режимы испытания, указанные в таблице.
───────────┬────────┬────────┬───────────┬─────────┬─────────────────
Зернистость│Скорость│Частота │Радиальная │Продолжи-│Критерий стойкос-
│ния, м/с│стержня,││цикла│съем металла за
││-1││шлифова- │цикл, мм
││мин││ния, с│
───────────┼────────┼────────┼───────────┼─────────┼─────────────────
4; 5; М63; │15│36│19,6│60│0,2
М50; М40│││││
───────────┤│├───────────┤│
6; 8│││29,4││
───────────┤│├───────────┼─────────┼─────────────────
10 - 16│││39,2│40│0,5
20 - 50│││44,1│20│
───────────┤│├───────────┼─────────┤
40/25│││68,6│10│
(Измененная редакция, Изм. N 3.)
3.2. Произвести шлифование.
3.3. Измерить длину сошлифованного участка стержня штангенциркулем с погрешностью 0,05 мм.
3.4. Охладить стержень до комнатной температуры или заменить на другой.
3.5. Повторять операции по пп. 3.2 - 3.4 до достижения критерия стойкости шлифовальной шкурки в соответствии с таблицей.
3.2 - 3.5. (Измененная редакция, Изм. N 1.)
3.6. Снять и взвесить образец шлифовальной шкурки.
4. Обработка результатов испытания
4.1. Режущую способность Q, мм3/мин, определяют по формуле
Q =,
где - длина сошлифованного эталонного стержня за 1-й цикл шлифования, мм;
t - продолжительность цикла шлифования, с.
4.2. Показатель прочности закрепления абразивных зерен шлифовальной шкурки К, мм/г, определяют по формуле
К = ,
где - длина сошлифованного эталонного стержня, мм;
n - количество циклов до достижения критерия стойкости;
Разность масс образца шлифовальной шкурки до и после испытания, г.
4.3. Режущую способность и показатель прочности закрепления абразивных зерен определяют как среднее арифметическое значение трех испытаний.
4.1 - 4.3. (Измененная редакция, Изм. N 1.)
4.4. Коэффициент водостойкости определяют при испытании сухого образца шлифовальной шкурки и образца шкурки, выдержанного в воде при температуре (60 +/- 3) °С в течение 2 ч.
(Введен дополнительно, Изм. N 1.)
Приложение 2
Справочное
ПОКАЗАТЕЛИ ПРОЧНОСТИ ЗАКРЕПЛЕНИЯ АБРАЗИВНЫХ ЗЕРЕН
И КОЭФФИЦИЕНТ ВОДОСТОЙКОСТИ ШЛИФОВАЛЬНОЙ ШКУРКИ
1. Показатели прочности закрепления абразивных зерен шлифовальной шкурки (отношение снятого материала эталонного стержня к массе разрушенного до основы рабочего слоя) должны соответствовать значениям, указанным в таблице.
──────────────┬──────────────────────┬─────────────────────────────
Вид шлифоваль-│Зернистость│Показатель прочности К, мм/г,
ного материала││для шлифовальной шкурки типов
│├───────────────┬─────────────
Электрокорунд │4; 5; М63; М50; М40│1,3 - 4,1│4,1 - 25,0
│6; 8│1,1 - 3,8│3,8 - 16,0
├──────────────────────┼───────────────┼─────────────
│10; 12; 16│1,0 - 3,3│3,3 - 15,0
├──────────────────────┼───────────────┼─────────────
│20; 25; 32; 40; 50│0,8 - 2,1│2,1 - 14,0
──────────────┼──────────────────────┼───────────────┼─────────────
Карбид кремния│4; 5; М63; М50; М40│1,8 - 11,0│11,0 - 53,0
├──────────────────────┼───────────────┼─────────────
│6; 8│1,6 - 5,7│5,7 - 28,0
├──────────────────────┼───────────────┼─────────────
│10; 12; 16; 20; 25; 32│0,2 - 2,7│2,7 - 14,0
├──────────────────────┼───────────────┼─────────────
│40; 50│0,3 - 1,1│1,1 - 11,0
├──────────────────────┼───────────────┼─────────────
│40/25│-│0,5 - 5,0
(Измененная редакция, Изм. N 3.)
2. (Исключен, Изм. N 3.)
УДК 621.921.6.024:006.354 Группа Г25
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ШКУРКА ШЛИФОВАЛЬНАЯ ТКАНЕВАЯ И БУМАЖНАЯ
Технические условия
Abrasive cloth. Specifications
Дата введения 01.01.83
Настоящий стандарт распространяется на тканевую шлифовальную шкурку, предназначенную для абразивной обработки различных материалов без охлаждения или с применением смазочно-ох-лаждающих жидкостей на основе масла, керосина, уайт-спирита.
1. ТИНЫ И РАЗМЕРЫ
1.1. Шкурка должна изготовляться типов:
1 - для машинной обработки неметаллических материалов, металлов и сплавов низкой твердости и ручной обработки различных материалов;
2 - для машинной и ручной обработки твердых и прочновязких материалов.
1.2. Шкурка должна выпускаться в рулонах, размеры которых указаны в табл. 1.
* Для ширин до 830 мм зернистостей 63-32 и ширин свыше 830 мм зернистостей 32-12. и Для ширин до 830 мм зернистостей менее 32 и ширин свыше 830 мм зернистостей менее 12.
При м с ч а и и е. По заказу потребителя допускается изготовление рулонов других размеров.
1.3. Шкурка должна изготовляться со следующими видами рабочего слоя:
С - сплошной;
Р - рельефный.
1.4. Исполнения и размеры рельефного рабочего слоя должны соответствовать указанным на чертеже и в табл. 1а.
£) Издательство стандартов, 1982 ® ИМ К Издательство стандартов, 2002

1.5. Отклонение от параллельности образующих линий рельефа должно быть в пределах допуска на шаг рельефа.
Пример условного обозначения тканевой шлифовальной шкурки типа 2, с рельефным рабочим слоем, шириной 830 мм. длиной 50 м, на сарже средней № 2 суровой, из белого электрокорунда марки 24А, зернистости 40-Н, па мездровом клее:
Примечание. По заказу потребителя допускается изготовление шкурки из шлифмагериалов других марок или их смесей.
(Измененная редакция, Изм. К? 1, 2).
2.3. Для изготовления шкурки в качестве основы должны применяться хлопчатобумажные ткани по ГОСТ 3357 в соответствии с табл. 3.
Примем а и и я:
1. Допускается применение других тканей, в том числе из синтетических волокон, по своим физико-механическим свойствам не хуже указанных.
2. Если ткань не имеет установленного условного обозначения, допускается в условном обозначении шкурки указывать ее артикул.
(Измененная редакция, Изм. № 2).
2.4. Шкурка должна изготовляться из шлифматериалов зернистостей, указанных в табл. 4.
(Измененная редакция, Изм. № I, 2).
2.5. Шлифматериал должен быть связан с основой мездровым клеем по ГОСТ 3252 или другими связками по отраслевой нормативно-технической документации.
Примечание. Допускается вводить в связку красители или красящие пигменты.
2.6. Зерновой состав шлнфматериаюв - по ГОСТ 3647 .
2.7. (Исключен, Изм. № 2).
2.7. J. На рабочей поверхности шкурки со сплошным рабочим слоем суммарная площадь морщин, складок, участков без абразивных зерен, залитая связкой. не должна превышать 0,5 % площади рулонов.
П р и м с ча н и с. По согласованию с потребителем допускается суммарная плошадь указанных дефектов не более I % плошали рулона.
2.7.2. В рулоне шкурки не допускаются кромки шириной более 10 мм с дефектами.
2.7.1, 2.7.2.
2.7.3. Требование к рабочей поверхности шкурки с рельефным рабочим слоем - по ГОСТ 6456 .
2.Н. Неравномерность толщины шкурки не должна превышать значений, указанных в табл. 5.
2.9. Прочность на разрыв и удлинение шкурки должны соответствовать значениям, указанным в табл. 6.
(Измененная редакция, Изм. № 2).
2.10. Приведенный износ шкурки должен соответствовать значениям, указанным в табл. 7.
2.11. Влажность шкурки должна быть 2-8 %.
2.12. Показатель прочности закрепления абразивных зерен электрокорундовой шкурки К (отношение снятого материала эталонного стержня к массе разрушенного ло основы рабочего слоя) должен соответствовать значениям, указанным в табл. 7а.
(Измененная редакция, Изм. № 1).
2.13. Коэффициент нанесения шлифматернала на основу для шкурки с рельефным рабочим слоем должен быть 0,35-0,80.
(Введем дополнительно, Изм. № I).
2.14. Режущая способность шкурки при условиях испытаний, указанных в приложении 2, должна соответствовать значениям, указанным в табл. 76.
|
Таблица 76 |
||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||
|
П р и м е ч а н и с. Режущая способность шкурки, изготоапенной из шлнфматсриалов марок Ф14А и ФI ЗА, должна быть на 3 % выше указанной в табл. 76. |
(Измененная редакция, Изм. № 2).
3. ПРАВИЛА ПРИЕМКИ
3.1. Для контроля соответствия шкурки требованиям настоящего стандарта следует проводить приемочный контроль и периодические испытания.
3.2. Приемочному контролю на соответствие требованиям пп. 1.2, 2.7.1-2.7.3 должны подвергать не менее I % рулонов шкурки от партии, но не менее 3 шт., по пп. 1.4, 1.5, 2.10. 2.12 и 2.14 - 0,1 %, но не менее 3 шт.
3.1. 3.2. (Измененная редакция, Изм. № I).
3.2.1. Партия должна состоять из шкурки одной характеристики, изготовленной за одну смену и одновременно предъявленной к приемке по одному документу.
3.3. Если при приемочном контроле установлено несоответствие требованиям стандарта более чем по одному контролируемому показателю, то партию не принимают.
(Измененная редакция, Изм. № 1).
3.3.1. Если установлено несоответствие требованиям стандарта по одному из контролируемых показателей, то проводят повторный ко1Гтроль на удвоенном количестве рулонов шкурки.
При наличии дефектов в повторной выборке партию не принимают.
(Введен дополнительно, Изм. № 1).
3.4. Периодическим испытаниям должна подвергаться продукция (один из размеров рулонов), выдержавшая приемочный контроль (по п. 3.2), на соответствие требованиям пп. 2.8 и 2.13 - 0.5 % рулонов, но не менее 3 шт., пп. 2.9 и 2.11 - 0,5 % рулонов шкурки зернистостей 80, 40, 8, 5 и М40, но не менее 3 шт., п. 2.9 - шкурка на основе всех видов.
(Измененная редакция, Изм. № 1).
3.5. Периодические испытания должны проводиться не реже одного раза в год.
(Измененная редакция, Изм. № 2).
4. МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ
4.1. Приведенный износ шкурки (отношение зернистости шкурки к ее осыпаемости) определяют на приборе КЗШ ВНИИАШ истиранием шкурки о шкурку в течение 2 мин при усилии 49 Н.
(Измененная редакция, Изм. № 1).
4.1.1. Остальные условия испытания - по ГОСТ 6456 .
4.2. Определение прочности на разрыв и удлинение шкурки проводят по ГОСТ 3813 , кроме п. 1.2, при температуре окружающей среды. Для испытания берут образцы рабочим размером 50 х 200 мм.
Удлинение контролируют при значениях разрывного усилия, предусмотренных табл. 6.
(Измененная редакция, Изм. № 1, 2).
4.3. Определение режущей способности и показатели прочности закрепления абразивных зерен электрокорундовой шкурки приведены в приложении 2; определение режущей способности кремневой шкурки - по ГОСТ 6456 .
4.4. Размеры и внешний вид рабочей поверхности, неравномерность толщины и ачажность определяют по ГОСТ 6456 .
(Измененная редакция, Изм. № 1).
4.5. Образцы для контроля по пп. 4.1-4.4 отбирают из любого места рулона, удаленного от конца рулона или кромок не менее чем на 10 мм. Значение показателей по пп. 4.1. 4.2, неравномерности толщины и влажности рассчитывают как среднее арифметическое результатов трех определений.
4.6. Расчет коэффициента нанесения шлнфматериала на основу К и приведен в приложении 3.
(Введен дополнительно, Изм. № 1).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На нерабочей поверхности рулона шкурки через каждые (235±20) мм в продольном и через каждые (200±20) мм в поперечном направлениях должны быть нанесены:
Товарный знак предприятия-изготовителя:
Условное обозначение (кроме типа);
Номер партии.
Примем а н и я:
1. При применении смеси шлифмагериалов в условном обозначении следует маркировать марку основного шлифматсриала. при применении смеси зернистостей - основную зернистость.
2. По согласованию с потребителем размеры рулона допускается не наносить.
(Измененная редакция, Изм. № 1, 2).
5.2. Маркировка связок:
Мездровый клей - М;
Комбинированная связка - К.
5.3. Намотка шкурки в рулоны должна быть ровной и плотной рабочим слоем наружу, не допускающей образования морщин, складок и мятых мест.
Торцовая поверхность рулона должна быть ровной, выступы кромок рулона шириной до 830 мм не должны превышать 20 мм. шириной свыше 830 мм - 30 мм.
(Введен дополнительно, Изм. № 2).
Разд. 6. (Исключен. Изм. № 1).
ПРИЛОЖЕНИЕ I. (Исключено. Изм. № 1).
ПРИЛОЖЕНИЕ 2 Обязательное
МЕТОД ОПРЕДЕЛЕНИЯ РЕЖУЩЕЙ СПОСОБНОСТИ И ПОКАЗАТЕЛЯ ПРОЧНОСТИ ЗАКРЕПЛЕНИЯ АБРАЗИВНЫХ ЗЕРЕН
1. Оборудование и материалы
1.1. Прибор для испытания ПСШ-3.
1.2. Технические весы с погрешностью взвешивания не более 0,01 г.
1.3. Образцы шкурки длиной 680 мм и шириной 20 мм.
1.4. Стержень ИЗ калиброванной стали марки 45 по ГОСТ 1051 диаметром 10 мм и длиной 250-300 мм.
2. Подготовка к испытанию
2.1. Прокромковывают и взвешивают образен шкурки.
2.2. Закрепляют образец шкурки на металлическом диске диаметром 100 мм и шлифуемый стержень в патроне-держателе. Стержень должен быть наклонен в сторону вращения диска так. чтобы торец стержня после шлифования был плоским. С этой целью производят шлифование шкуркой зернистости 12 из нормального электрокорунда в течение 15 с при радиальном усилии 19.6 Н. частоте вращения стержня 36 мин*скорости шлифования 15 м/с.
3. Проведение испытания
3.1. Для определения режущей способности шкурки производят шлифование стержня в следующем режиме: радиальное усилие - 9.8 Н, время шлифования - 1 мин, скорость шлифования - 15 м/с, частота вращения стержня - 36 мин-
3.2. Измеряют длину сошлифованного участка стержня штангенциркулем с погрешностью 0,05 мм.
3.3. Д"1я определения показателя прочности закрепления абразивных зерен стержень охлаждают до комнатной температуры или заменяют на другой.
3.4. Стержень шлифуют в режиме, указанном в таблице.
|
ЗерННСТОСТЬ |
Скорости шлифования. |
Частот ирашенкя ciepxttii. мин |
Радиальное усилие. Н |
П рололж и тел мнктъ цикла, С |
KptiTcpiiik стойкости - минимальный съем металла за никл, мм |
|
где q. - длина сошлифованного эталонного стержня, мм;
п - количество циклов до достижения критерия стойкости; Д - разность масс образца шлифовальной шкурки до и после испытания, г. 4.3. Режущую способность и показатель прочности закрепления абразивных зерен определяют как среднее арифметическое значение результатов трех испытаний. ПРИЛОЖЕНИЕ 3 Обязательное РАСЧЕТ КОЭФФИЦИЕНТА НАНЕСЕНИЯ ШЛИФМАТЕРИАЛА НА ОСНОВУ Коэффициент нанесения шлифматериала на основу К и (отношение площади основы с нанесенным шлифматериалом к ее обшей плошади) рассчитывают по формулам: Для исполнения 1 где а тях - максимальная ширина рельефа, мм. fmux - максимальный шаг рельефа, мм; Для исполнения 2 Для исполнения 3 A n,.i\ 1 ~ f rn.n ~ Я-н.,-. " 1 Для исполнения 4 где a mla - минимальная ширина рельефа, мм; f min - минимальный шаг рельефа. мм. Им- лиц. № 1)2354 or 14.07.2000. Сдано в набор 10.12.2001. Подписано п печать 26.12.2001. Уел. печ. л. 1.40. Уч.-изд.л. 0.97. Тираж 127 эк*. С 3253. Зак. 1168. НПК И тяательстио стандартов. 107076. Москва, Колодеimuii пер.. 14. hllp://w«‘WAlamiar(b.ru e-mail: inroS"Mandardvm Набрано и отпечатано в И ПК И иательство стандартов |
Инструмент на гибкой основе
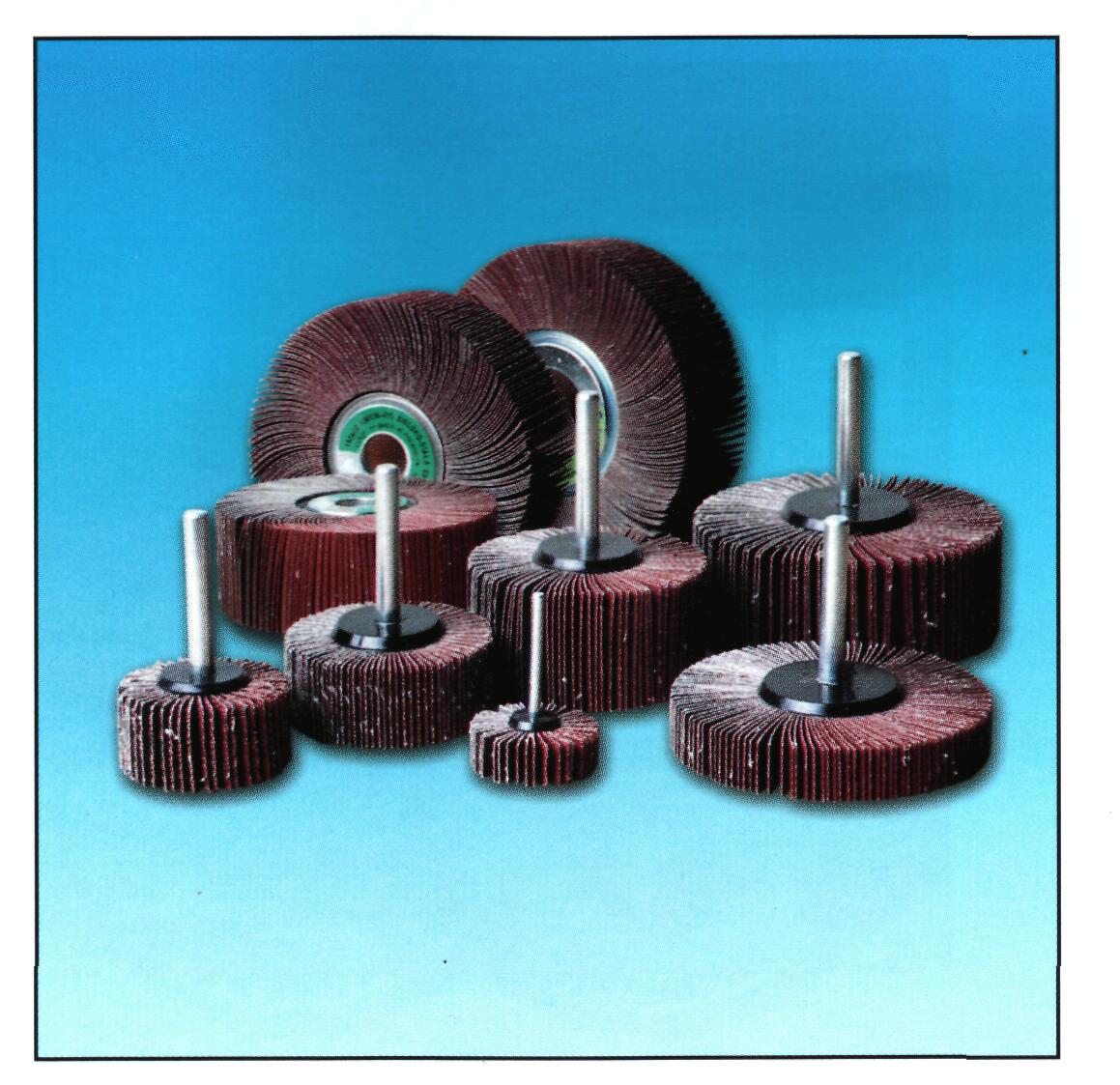
Шлифовальная шкурка - абразивный инструмент на гибкой основе с нанесённым на неё слоем или несколькими слоями шлифовального материала, закреплённого связкой. Изготовляют её на тканевой либо бумажной основе, применяют в виде листов, лент, дисков, кругов, конусов, лепестковых шлифовальных кругов и др. Предназначена для абразивной обработки различных материалов без охлаждения и с применением СОЖ.
Основа
В зависимости от назначения шлифовальной шкурки и требований к прочности при эксплуатации для её изготовления применяют ткани хлопчатобумажные, смешанные (основа - хлопчатобумажная, уток - вискозная техническая нить), синтетические (капрон, лавсан), бумагу, фибру, комбинированную основу (ткань + бумага).
Шкурки на бумажной основе (ГОСТ 6456-82, ГОСТ 10054-82)
В соответствии с ГОСТ 6456-82 Российские предприятия-производители используют следующие виды бумажных основ (ГОСТ 18277, ГОСТ 10127) для изготовления абразивной шкурки:
По ГОСТ 10054-82
для изготовления влагостойкой бумажной
шлифовальной шкурки используются следующие основы:
Примечание:
Предприятия ФРГ используют следующие виды бумажных основ:
- сорт А - очень тонкая (70 г/м2);
- сорт B - тонкая (100 г/м2);
- сорт С - средняя (120 г/м2);
- сорт D -толстая (150 г/м2);
- сорт Е - очень толстая (220 г/м2);
Шкурки на тканевой основе (ГОСТ 5009-82, ГОСТ 13344-79)
Наиболее часто используется производителями всех стран в качестве основы для шлифовальных шкурок высокопрочные сорта хлопчатобумажных тканей. Синтетические материалы используются значительно реже, т.к. имеют тенденцию к неравномерному растяжению и потере эластичности.
Российские предприятия-производители используют следующие виды хлопчатобумажных тканевых основ по ГОСТ 3357:
|
Наименование ткани |
Условное обозначение |
|
Саржа особо лёгкая гладкокрашеная | |
|
Саржа лёгкая №1 суровая | |
|
Саржа лёгкая №2 гладкокрашеная | |
|
Саржа средняя №1 суровая | |
|
Саржа средняя №1 гладкокрашеная | |
|
Саржа утяжелённая №1 суровая | |
|
Саржа утяжелённая №1 гладкокрашен ая | |
|
Саржа особо лёгкая суровая | |
|
Саржа лёгкая №2 суровая | |
|
Саржа средняя №2 суровая | |
|
Саржа утяжелённая №2 суровая |
Для изготовления шкурки шлифовальной тканевой водостойкой применяют ткани по ГОСТ 3357, ГОСТ 19196:
Примечание:
ГОСТом д опускается применение других тканей, в том числе синтетических, по своим свойствам не хуже указанных.
В зависимости от условий и требований, предъявляемых при эксплуатации, шлифовальная шкурка выпускается следующих видов: неводостойкая и водостойкая.
Типы шкурки
В зависимости от назначения неводостойкая и водостойкая шлифовальная шкурка на различных основах изготовляется двух типов:
Неводостойкая тканевая по ГОСТ 5009-82
Тип 1
- для машинной обработки неметаллических материалов, металлов и сплавов низкой твёрдости и для ручной обработки различных материалов;
Тип 2 - для машинной и ручной обработки твёрдых и прочновязких материалов.
Водостойкая тканевая ГОСТ 13344-79
Тип 1
- для машинной и ручной обработки древесины, пластмасс, лаковых покрытий и сплавов низкой твёрдости.
Тип 2 - для машинной и ручной обработки твёрдых и прочновязких металлов и сплавов.
Неводостойкая бумажная ГОСТ 6456 - 82
Тип 1
- для машинной и ручной обработки неметаллических материалов (дерева, кожи, резины, пластмассы ит.п.);
Тип 2 - для машинной и ручной обработки металлов, сплавов.
Примечание:
ГОСТ 10054-82 не устанавливает типы для водостойкой бумажной шлифовальной шкурки.
Виды рабочего слоя
По количеству слоёв шлифовальная шкурка тканевая водостойкая обозначается:
О - однослойная;
Д - двухслойная.
Если рабочие слои шлифовального материала расположены на обеих сторонах гибкой основы, то шкурка называется двусторонней.
По методу нанесения шлифовального материала на основу шкурки шлифовальной тканевой неводостойкой и бумажной неводостойкой различают следующие виды рабочего слоя:
C - сплошной;
Р - рельефный
ГОСТ 6456 - 82 (Шкурка шлифовальная бумажная)
Исполнения рельефного и рабочего слоя согласно ГОСТ 5009 - 82 (Шкурка шлифовальная тканевая) должны соответствовать таблице:
Классы
В зависимости от внешнего вида и неравномерности толщины, шлифовальная шкурка тканевая водостойкая должна изготовляться классов А и Б . Согласно ГОСТ 13344-79 суммарная площадь морщин, складок, участков без абразивных зёрен, залитая связкой, не должна превышать для класса А - 0,5%; класса Б - 2,0 % площади рулона.
Связка.
Для изготовления шлифовальной шкурки применяют связки различных видов и марок.
При изготовлении неводостойких тканевых, бумажных, и комбинированных шкурок , предназначенных для абразивной обработки без охлаждения или с применением СОЖ на основе масла, керосина или уайт-спирита, используется мездровый клей, или мездровый клей с в сочетании с фенолформальдегидными смолами.
Обозначение:
М - мездровый клей;
К - комбинированная связка.
Водостойкая бумажная шлифовальная шкурка изготовляется с применением лака марки ПФ-587, лака марки ЯН - 153 , эпоксидного лака и других водостойких связок.
Водостойкая тканевая шлифовальная шкурка изготовляется на синтетических связках - фенолформальдегидных смолах СФЖ-3038,СФЖ-3039 по ГОСТ 20907Б, лаке марки ЯН-153 по НТД и др.. Синтетические связки обеспечивают получение более качественной шлифовальной шкурки, которая может применяться как с охлаждением, так и без.
Система обозначений
1.Маркировка шлифшкурки:
На нерабочей части поверхности рулона шлифовальной шкурки через каждые (235±20) мм в продольном и через каждые (200±20) мм в поперечном направлениях должны быть нанесены:
Условное обозначение различных видов шлифшкурки несколько отличаются друг от друга. Приведем примеры условных обозначений преимущественно используемых 4-х видов шлифовальных шкурок:
Пример 1 : Тканевая неводостойкая шлифовальная шкурка (ГОСТ 5009-82) типа 2 с рельефным рабочим слоем шириной 830 мм, длиной 50 м, на сарже средней № 2 суровой, из белого электрокорунда марки 24А, зернистости 40-Н, на мездровом клее:
2Р 830x50 С2 24А 40-Н М ГОСТ 5009-82
(Пояснения к обозначениям см. в таблице после примеров).
Пример 2 : Водостойкая тканевая (ГОСТ 13344-79) 2-х слойная шлифовальная шкурка типа 2 шириной 820 мм, длиной 20 м, на тканевой основе из гладкокрашеной утяжеленной саржи, из зеленого карбида кремния 63 С, зернистостей 40-Н (первый слой) и 25-П (второй слой), на фенолформальдегидной смоле:
Д2 820x20 УГ 63С 40-Н/25-П СФЖ ГОСТ 13344-79.
Пример 3 : Неводостойкая бумажная шлифовальная (ГОСТ 6456-82) шкурка типа 1, со сплошным рабочим слоем С, шириной 1000 мм., длиной 50 м, на бумаге марки 0-200, из нормального электрокорунда марки 15А, зернистости 25-Н, на мездровом клее:
1С 1000x50 П2 15А 25-Н М ГОСТ 6456-82.
Пример 4: Водостойкая шлифовальная (ГОСТ 10054-82) шкурка в рулоне, шириной 750 мм, длиной 50м на влагопрочной бумаге, из зеленого карбида кремния, марки 64С, зернистости 16П:
750x50 М 64С 16-П ГОСТ 10054-82
К-во слоёв шлифовального материала
О - однослойная
Д - двухслойная (буквы проставляются перед указанием типа шлифшкурки)
Метод нанесения шлифовального слоя
С - сплошной
Р - рельефный
С - сплошной
Р - рельефный
Связка
М - мездровый клей
К - комбинированная связка
Обозначение лаков и смол
М - мездровый клей
К - комбинированная связка
Обозначение лаков и смол
2. Шлифовальные ленты
По ГОСТ 12439-79 щлифовальные ленты имеют специальное обозначение.
Пример: Условное обозначение бесконечной шлифовальной ленты (ЛБ) исполнения 1, шириной В=100мм, длиной L=3500 мм, из нормального электрокорунда марки 15А, зернистостью 25-Н, из шлифовальной шкурки по ГОСТ 5009-82 на сарже утяжелённой гладкокрашенной, класса Б:
ЛБ 1 100х3500 15А 25-Н 2 УГ Б ГОСТ 12439-79
Исполнение:
1 - шириной, равной или менее ширины рулонной шлифовальной шкурки со швом под углом 45-65 градусов;
2 - шириной более ширины рулонной шлифовальной шкурки со швом или швами под углом 5-65 градусов.
3. Шлифовальные бобины
Б - для ручной обработки и для изготовления бесконечных шлифовальных лент;
БМ - для машинной обработки;
БМП - с прорезями кромок для машинной обработки.
Пример: Условное обозначение шлифовальной бобины типа БМ шириной В=50 мм, длиной 30 м, из нормального электрокорунда марки 14А, зернистостью 25-Н, из шлифовальной шкурки по ГОСТ 5009-82, на сарже лёгкой №2 гладкокрашеной, класса А.
БМ 50х30 14А 25-Н 2 Л2Г ГОСТ 12439-79
4. Лепестковые круги
5. Сетчатые диски
В настоящее время не ГОСТированы. При заказе рекомендуется указать материал для основы, марку шлифзерна и его зернистость, назначение (сухая шлифовка или с применением СОЖ).
6. Фибровые диски

Выпускаются двух типов:
1 - для шлифования неметаллов, цветных металлов, и их сплавов;
2 - для шлифования сталей, коррозионностойких, жаростойких и жаропрочных сплавов.
Диаметры дисков: 60, 70, 100 , 150, 178, 225 мм.
Пример условного обозначения:
Фибровый шлифовальный диск типа 2, диаметром 225 мм., диаметром отверстия 22 мм., из нормального электрокорунда марки 14А, зернистости 16-П, на фенолформальдегидной смоле (С):
2 225x22 14А 16-П С ГОСТ 8692-88
Маркировка диска:
На нерабочей поверхности диска должны быть нанесены:
- товарный знак предприятия-изготовителя;
- условное обозначение(кроме типа, размеров).
7. Щетки из абразивонаполненных волокон

Фотография абразивонаполненного волокна. Чёрные вкрапления - абразивные зёрна.
При заказе следует указывать основные размеры щетки, зернистость шлифовального материала и такой показатель, как количество нитей на единице площади.