Damıtma sütunu nasıl yapılır - sistem parametrelerinin hesaplanması. Alkolün arıtılması teorisi ve damıtma kolonunun çalışma prensibi
Ev yapımı likör yapma hayranları, sonunda kaliteyi artırma ihtiyacına kapılıyor. En iyi çözüm, saf alkol elde etmek ve onu gerekli tarife göre seyreltmektir.
Bir damıtma kolonu saf alkol elde etmenize yardımcı olacaktır. Daha yakın zamanlarda, ev tadilatı hakkında bilgi mevcut değildi; bugün çok sayıda özel forum ve blog, ev tadilatı sürecini ve ilgili ekipmanların yapımını ayrıntılı olarak ele alıyor.
Rektifikasyon, alkolün hafif eter ve ağır fusel bileşenlerinden arındırılması, ürünün glikoz, şeker ve asitlerden arındırılması işlemidir. Düzeltme işlemi 96°'ye kadar saf etil alkol elde etmenizi sağlar.
Ortaya çıkan hammadde, teknik, tıbbi amaçlar için ve ayrıca yüksek kaliteli alkolün hazırlanmasında kullanılır.
Referans. Cihazı kendi ellerinizle hatasız yapmak için, düzeltme işlemlerinin fiziğini ve kimyasını anlamanız gerekir.
Ham alkol veya püre bir küp içinde ısıtılır. Buharlar kenar boyunca yükselir, en ağır parçalar salmastranın alt kısmında yoğunlaşır ve küpün içine akar. Buharlar ambalajın üzerinde daha kolay yükselir, yoğunlaşır ve küpün içine akar. Yeni bir buhar kısmı yükselir, halihazırda akan balgamı ısıtır, ondan hafif fraksiyonlar buharlaşır - ısı ve kütle transferinin temel prensibi yürürlüğe girer.
En hafif parçacıklar Dimroth buzdolabına ulaşır ve orada soğuyup boşalır. Distilasyon kolonundaki buharlar yoğunluğa göre katlarda "sıralandığında" kolonun üst kısmında alkol seçimi başlar. Acemi redresörler tam da bu aşamada bir hata yaparlar - ya da "boğulma" yaparlar - aşırı balgam oluşumu ya da çok fazla ürün alırlar, sonra "kat sayısı" zarar görür ve ortaya çıkan alkol kirliliklerle birlikte olur.
Evde damıtma kolonu yapmak oldukça zordur. Ciddi üreticiler ürünlerini ayrıntılı olarak hesaplar ve test eder, ayrıntılı talimatlar ekler. Kendi işini yapan kişinin bir seçeneği var:
- Popüler üreticilerin fikrini tekrarlayın, mevcut bir cihazı kopyalayın. Gerektiğinde kanıtlanmış şemalarda değişiklik ve iyileştirmeler yapılabilir.
- Başkalarından farklı olarak kendi planınızı tasarlayın.
Damıtma sütunu nelerden oluşur ve çizimi?
Bir ev ustası bir çarg damıtma sütunu yapabilir. Birçok hatayı affeder ve sonuç garanti edilir.

Damıtma sütununun çizimi
imbik
Bu, ısıtıcıların yerleştirildiği, püre veya ham alkolün buharlaştığı bir kaptır.

Kapasite özellikleri:
- Kuvvet. Damıtma borusunun ağırlığı kapakta olacağından küpün sert olması gerekir.
- Alkole karşı kimyasal nötrlük.İdeal malzeme gıdaya uygun krom-nikel çeliktir (paslanmaz çelik).
- Kolaylık. Kap kaldırılmalı, hareket ettirilmeli ve ozan (damıtma) buradan boşaltılmalıdır. Kabın hacmi, aparatın gerekli performansına, ısıtıcıların gücüne bağlı olarak hesaplanır.
- Isınma. Isı kaybı minimumda tutulmalıdır. bu nedenle hem duvarların hem de tabanın soğuk köprüler olmadan yalıtımla "paketlenmesi" gerekir.
Hala kaçak içki için Tsarga
Tsarga, bir küpün üzerine monte edilmiş bir borudur. Aslında bu damıtma kolonunun ana çerçevesidir. Plaka şeklinde bir çarga var ama evde nadiren kullanılıyor.

Özellikler:
- Kuvvet.Çekmece tarafının duvar kalınlığı genellikle 1 ila 1,5 mm arasında alınır. Bu, düşük ağırlıkta yeterli güç yaratır.
- kimyasal nötrlük.
- Isınma. Bir çift farklı fraksiyonu bir sütunda "katlara göre" sıralamak için çarganın iyi yalıtılması gerekir. Sıhhi tesisatta kullanılan genişletilmiş polipropilen veya genişletilmiş polistiren tepsilerden yapılmış bir manşon mükemmeldir.
- Katlanabilirlik. Temizleme ve saklama kolaylığı için çekmece, 30-40 cm dizlerden katlanabilir hale getirilebilir.Bu, ürünlerin hızını ve kalitesini etkileyen cihazın yüksekliğini ayarlamanıza olanak tanır.
- Görüntüleme camı alanlarının varlığı.
- Çap.İnce bir tüp ise (2 inç'e kadar), paketlemeye gerek yoktur - tüm işlemler duvarlarda gerçekleşir. Böyle bir sütuna film sütunu denir. Daha yüksek çaplar, ısı ve kütle transfer alanını arttırmak için bir salmastra - sızdırmazlık salmastrasının kullanılmasını gerektirir.
Doldurma veya meme
Balgamın birikmesi ve yeniden buharlaşması için doldurmaya ihtiyaç vardır. Doldurmanın temel özelliği alanıdır. Ambalaj olarak belirli cins taşlar, paslanmaz çelik elek, paslanmaz çelik talaş spiralleri kullanılmaktadır.

Satışta pek çok hazır çözüm var, ev ustaları çeşitli ucuz alternatif seçenekler buldular. Çoğu zaman fabrika ambalajlarının yerine metal bulaşık yıkama ağları veya metal talaşları kullanılır.
Buharların katlara göre hizalanması, nozulun hacmine ve yoğunluğuna bağlıdır. Sütun küçük, talaşlı prizmatik bir nozul kullanıyorsa, nozülün küpün içine düşmemesi için bir kafes desteği yapılmalıdır.
Dimroth soğutucu
Damıtma kolonunun tepesinde bir soğutucu bulunur - spiral şeklinde bükülmüş bir tüp.

İçinden soğuk su dolaşıyor. Tüm hafif buharları tamamen soğutur. Eğim düzlemi, güç, uzunluk ile karakterizedir.
Seçim düğümü
Üst "kattan" alkol seçmeye yarar. Seçim tam olarak yapılmıyor, balgamın çoğu çargaya geri dönüyor. Alınan ürünün arkaya dönen balgam oranına balgam numarası denir.

Reflü sayısı ne kadar yüksek olursa aparatın verimliliği o kadar düşük olur, ürün o kadar temiz olur.
Üç tür seçim vardır:
- Bu arada. seçim ünitesi Dimroth buzdolabının üzerinde bulunur ve çıkan buharları yakalar. İlave bir akışlı buzdolabında soğutulurlar.
- Sıvı yoluyla. Buzdolabından damlayan "üst katların" soğutulmuş balgamı eğimli düzlemlerden veya bir karterden alınır.
- Bir çift için. Buharın bir kısmı Dimroth'a yükseliyor ve bir kısmı da yoğunlaşacağı ek bir buzdolabına gidiyor. Tüm damıtma süresi boyunca değişmeyen stabil bir geri akış oranı sağlanır.
Ek buzdolabı
Yardımcı işlevi vardır.

O ne yapıyor:
- ortaya çıkan ürünü soğutur,
- kuşatmalar yanlışlıkla buhar yakaladı,
- bitmiş ürünü soğutur.
Bu videodan damıtma kolonunun ne olduğu ve çalışma prensibinin ne olduğu hakkında daha fazla bilgi edineceksiniz:
Tasarım seçimi
Aparatın boyutu ve tasarımı bir dizi faktöre bağlıdır:
- Gerekli performans. daha fazla verimlilikle, dolgulu taraf daha yüksek ve daha geniş olacaktır - çift daha fazla geçer. Soğutucu ve ekstraksiyon ünitesi de yeterli verimliliği sağlamalıdır. Tsarga'nın minimum uzunluğu 1,5 metredir, onu üç dizden katlanabilir hale getirmek daha iyidir - 1 metre, 0,2 metre, 0,5 metre. bu, cihazın hem damıtma hem de düzeltme için kullanılmasına olanak sağlayacaktır.
- Olası boyutlar.Çoğu zaman ev tipi damıtma kolonlarının boyutu, tavanın yüksekliğinden dolayı sınırlıdır. Yerden tasarruf etmek, dimroth buzdolabının aparatın üst kısmına kaydırılmasına veya yana dik olarak yerleştirilmesine (Thor'un çekici) yardımcı olacaktır.
- Metal işleme teknolojilerine erişim. Paslanmaz çelik aparat uzun süre dayanır ve alkolü oksitlemez ancak parçaları bağlamak için argon kaynağı veya paslanmaz çelik elektrotlar gerekecektir. Paslanmaz çeliği pişirmek zordur. Mümkünse laboratuvar ısıya dayanıklı cam kullanılabilir ancak çok kırılgandır. Kendin yap yapan biri için harika bir seçenek bakırdır. Bir gaz brülörü ile kolayca lehimlenir, çok sayıda vardır.
- Yakıtlı hammaddelerin hacmi. Uygulanan küp ne kadar büyük olursa performans da o kadar yüksek olmalıdır. Alkolün buharlaşması 75 - 80 °C'de gerçekleşir, sıcaklığın düşürülmesi işlemin hızını azaltacaktır.
- Bütçe. Minimum bütçeyle, mekanik ayarlamaların yapıldığı basit ama etkili bir tasarım düşünülmelidir. Bütçe kısıtlı değilse, cihaz hassas iğneli vinçler, ek düğümler ve otomatik kontrol ile tamamlanmaktadır.
Evde damıtma için en basit olanı, 3 kW gücünde yerleşik ısıtma elemanlarına sahip 50 litreye kadar küp içeren bir sütun olacaktır. Sütun çapı 32 mm, Alex Bokakoba'nın tasarımına dayalı sıvı ekstraksiyon ünitesi, seçim ünitesinin üstüne yerleştirilmiş Dimroth soğutucu.

Ek bir soğutucuya ihtiyaç duyulmaz; bunun yerine havayla soğutulan 1,5 metre uzunluğundaki plastik tüp mükemmel bir şekilde çalışır. Bulaşıklar için başlık olarak Panchenko başlığını, SPN'yi veya metal paslanmaz çelik lifleri kullanabilirsiniz. Tüm bağlantılar ucuz sıhhi tesisat dişli bağlantılarıyla yapılır.
Optimum Hesaplamalar
Sütunun hesaplanması aşağıdaki parametrelerin tanımlanmasıyla başlar:
- Olası yükseklik. Uygulama, bir ev cihazı için 1,5 - 2 metrelik bir yüksekliğin optimal olacağını göstermektedir. Isıtıcı olarak gaz sobası kullanılıyorsa çekmecenin yüksekliği 1,2 - 1,5 metre olacaktır. Çap yüksekliğe bağlıdır, ortalama oran 1/50'dir. Örneğin, 1,5 metrelik çarga 32 mm'den fazla olmamalıdır. (standart borulara yuvarlayın).
- Isıtma elemanının veya ısıtıcının gücü. 1,5 metrelik bir çekmece yaklaşık 300 ml/saat kapasiteye sahip olacak ve bu da 300 watt ısıtma elemanı gücüne karşılık gelecektir. Isıtıcının gücü, püre hacmini 1 saat boyunca 70 ° C'ye kadar ısıtmak için yeterli olmalı ve ayrıca optimum düzenleme olanağına sahip olmalıdır.
- Küpün hacmi. Bu, uygun boyutta, taşınabilir, yalıtımlı bir kaptır. Oda yüksekliğinden tasarruf etmek için çap ve yükseklik yaklaşık olarak aynı olmalıdır. Isıtılan buharın miktarı küpün hacmine bağlıdır. Ev kullanımı için 25, 30, 50 litrelik bira fıçıları uygundur. Alüminyum kutular veya tanklar kullanmamak daha iyidir - alüminyum hızla paslanır.
- Soğutucu gücü. Soğutucu, minimum su akışıyla buharların yoğunlaşmasıyla tamamen başa çıkmalıdır. Soğutucunun gücünü hesaplamak için kesin bir formül yoktur, dönüş sayısı ve uzunluk ampirik olarak seçilir. Tasarımımız için 6 mm'lik bir tüpten 30 santimetrelik sıkıca sarılmış bir spiral yeterlidir. Güç rezervine sahip bir buzdolabı yapmak ve soğuk su besleme oranını düzenlemek daha iyidir.
Evde sıhhi tesisat montajı nasıl yapılır?
Eylemler aşağıdaki gibidir:
- Malzeme satın alıyoruz- 2 metre 32 mm bakır boru; lehimleme için kalay; 8 mm çapında 15 cm bakır boru, 2 metre 6 mm boru; iğne valfi, 8 mm çapında plastik hortum. Hazır bir ağızlık veya onun yerine - seramik çakıl, metal el bezi satın alıyoruz. En basit konektörler kelepçeler veya pirinç dişlerdir.
- Bir kral yaparız. Boruyu 1 metre, 0,3 metre, 0,5 metrelik segmentlere ayırıyoruz. Küp kapağına 10 santimetrelik bir segment lehimliyoruz, memeyi geciktirmek için bir ağ yerleştiriyoruz. Her bağlantı noktasına bakır veya pirinçten yapılmış bir kelepçe bağlantısı veya sıhhi tesisat ipliği lehimliyoruz.

- Düğümün montajı Alex Bocacoba'ya dayanan seçim. 0,3 metre uzunluğunda, alt kenara daha yakın bir tüp üzerinde 30 - 40 derecelik iki açılı kesim yapıyoruz. Kesiklere bakır plakalar yerleştiriyoruz, kesiyoruz ve lehimliyoruz. Sıvı örnekleme tüpü için bir delik açıyoruz, delik alt plakanın "cebinin" altında olmalıdır. Numune almayı düzenleyecek olan numune alma tüpündeki iğneli valf için bir ipliği lehimliyoruz. Numune alma deliğinin yan tarafına ve hemen üstüne “ileri akış” tüpünü yerleştiriyoruz. Balgam sayısını kontrol etmek gerekir. İleri akış balgamı aşağıdaki "cep" seçeneğinden iletir, balgam nozülün ortasına damlar. İleri akışın orta kısmı şeffaf plastik bir tüpten yapılmıştır.

- Soğutucunun montajı bunun için kumla doldurulmuş bir bakır boruyu 12 mm çapında bir pime sıkıca sarıyoruz. Pim çıkarılır, kum silkelenir ve üflenir. Bir ucunun içe doğru vidalanması gereken bir spiral ortaya çıkıyor. Borunun başlangıcı ve sonu bir iplikle pirinç bir "bardak" içine geçirilir ve kapatılır - bu bir mantardır. Ortaya çıkan buzdolabı, seçim ünitesinin üzerine yerleştirilir, damlayan balgam eğimli düzlemler tarafından toplanır.

- Kullanmadan önce memeyi çekmeceye dökün. Meme boruyu sıkıca tıkamamalı, buhar içinden serbestçe geçmelidir.

- İstenirse, akışlı bir son soğutucu yapabilirsiniz. 10 ve 12 mm çapında iki tüpten oluşur. İnce bir tüpün uzunluğu kalın olandan 3 cm daha kısadır. Borular birbirine geçirilir ve uçları kapatılır. Soğuk suyun girişi ve çıkışı kalın bir tüpe lehimlenmiştir.
Sütun monte edilmiş ve kullanıma hazırdır. Kullanmadan önce parçaları bir fırça kullanarak zayıf bir asetik asit çözeltisiyle yıkamak daha iyidir.
Bir damıtma sütununun kendi ellerinizle nasıl monte edileceğini gösteren bir video izleyin:
Çalışma modları
Modlar aşağıdaki gibidir:
- Püreyi 72 -75 ° C'ye kadar ısıtmak. Dimroth soğutucusu minimum güçte çalışır.
- Kolonun ısıtılması ve geri akış yoğunlaşmasının "zeminlerinin" oluşturulması. Kolon boyunca aktif kabarcıklanma, buhar ve kütle değişimi vardır. Kolonun aşırı doymasını önlemek önemlidir, aksi takdirde bir "boğulma" meydana gelir - balgam çarganın tüm çapını tıkayacaktır. Isıtıcıların gücünü örnekleme ünitesi yakınındaki sıcaklık 71 - 75 ° C olacak şekilde seçiyoruz.
- Seçimin başlangıcı. Sıvıyı seçerken yan taraftaki ince piramit kaçınılmaz olarak ihlal edilir, bu nedenle geri akış oranının ayarlanması gerekecektir. Seçimin yoğunluğu gibi buhar yoğunluğu da giderek azalır. İlk seçilen sıvı - "kafalar" - uçucu eterik bileşenler içerir. Kafaların hacmi planlanan alkol içeriğinin %20'sine ulaşır.
- Ana ticari alkolün seçimi fuzel yağlarının kokusuna kadar gider.
- Hammaddelerden mümkün olan her şeyi çıkarmak istiyorsanız, alkol içeren buharların son kısmı olan "kuyrukları" çizeriz. Çok miktarda fuzel yağı içerirler, kuyruklar "kafalarda" karıştırılır ve daha fazla düzeltme için kullanılır.
- Düzeltmenin tamamlanması- ısıtıcının kapatılması, soğutma boruları.
İstenilen ürün kalitesine bağlı olarak tüm döngü nispeten uzun bir süre sürebilir - 8 saatten 2 güne kadar.

Montajını yaptığımız kolonun ortalama verimliliği 250-300 ml'dir. Saatte 96° alkol.
Ekipman tasarlamanız mı gerekiyor?
Ev yapımı ekipmanların hesaplanması, montajı ve test edilmesi süreci büyük keyif veriyor. Düzenlemeler ve iyileştirmeler sonrasında sonuç garanti edilecektir. Bununla birlikte, ilk zorluklar veya başarısızlıklar acemi redresörlerin şevkini soğutabilir.
Bağımsız tasarımın bir sonucu olarak, küçük nüanslar bile sonucu etkiler - paketleme yoğunluğu, eğim açısı, Dimroth tüplerinin çapı ... Hızlı ve garantili bir sonuca ihtiyacınız varsa, üreticiden hazır bir cihaz satın almak daha iyidir . Satın alırken sahte veya verimsiz bir cihaz satın almamak için cihazı, cihazın verimliliğini ve amacını bilmek önemlidir.
Modern pazarda giderek daha fazla kaçak içki fotoğrafı modeli damıtma sütunları olarak konumlandırılıyor. Tüketicilerin bir kısmı teknolojiyi cesurca takip ederken, diğerleri her zaman eski güzel “klasiklere” sadık kalıyor. Ancak (markanın cihazını seçmenizi öneririz) bugün bir dizi üreticiden bunu yapmak mümkündür. Söylendiği kadar etkililer mi ve ev tipi damıtma cihazındaki damıtma kolonunun amacı nedir? Aşağıda bunun hakkında konuşacağız.
Damıtma kolonu ne işe yarar?
Geleneksel bir klasik damıtma cihazı kullanarak saf alkol elde etmek için teorik olarak sekiz ila on damıtma döngüsü gereklidir. Çıkıştaki her damıtma, güçte kademeli bir artış sağlar. Aslında, hacimce %30'dan fazla etanol konsantrasyonuna sahip alkol içeren sıvıların normal koşullar altında damıtılması güvenli değildir ve çok enerji tüketir. Bilgili ustaların evde yemek yapmayı, örneğin absinthe'yi tavsiye etmemeleri boşuna değildir. - lütfen ama ısrar ettikten sonra seyreltmeden damıtmak güvenli değil.
Damıtma kolonunda, iç kısımda bulunan özel kontak elemanları üzerinde, bu 8-10 damıtmanın tümü kolonun tüm yüksekliği boyunca aynı anda geçer. Burada, alkol buharlarının saflaştırılması ve güçlendirilmesi nedeniyle maddelerin tekrar tekrar yoğunlaşması ve buharlaşması meydana gelir ve gereksiz yabancı maddeler geri akışla damıtma küpüne geri akar. Başka bir deyişle, bir damıtma sütunu, ay ışığının hala damıtma, saflaştırma ve güçlendirme işleminin gerçekleştiği unsurudur.
Aynı zamanda ihtiyacınız olan içeceği almak da elinizde. Damıtmanın sıcaklık rejimini doğru bir şekilde ayarlamak yeterlidir ve bundan bağımsız olarak hem saf alkol hem de hammaddenin lezzet verici özelliklerini koruyan bir damıtma ürünü elde edebilirsiniz. Herhangi bir damıtma sütunu, dikkatli bir hazırlık ve onunla çalışmak için bazı beceriler gerektirir. Acemi damıtıcılara yardımcı olmak için deneysel olarak keşfedilen küçük teknolojik nüansları çıkarabilirsiniz.
Böylece, kaçak içki imbikinde neden bir damıtma sütununa ihtiyaç duyulduğu anlaşılıyor. Sadece onun yardımıyla saf rektifiye alkol elde etmek mümkündür. Ne kuru buharlı pişiriciye sahip klasik bir aparat ne de bira (film) kolonu size 96 derecelik (normal koşullar altında mümkün olan maksimum güç) alkol vermez. Ve bir damıtma sütununda hangi işlemlerin gerçekleştiği hakkında daha ayrıntılı olarak okuyabilirsiniz.
Makalenin amacı, etil alkol elde etmeyi amaçlayan bir ev damıtma sütununun çalışmasının teorik ve bazı pratik yönlerini analiz etmek, ayrıca İnternet'teki en yaygın mitleri ortadan kaldırmak ve ekipman satıcılarının "sessiz kaldığı" noktaları açıklığa kavuşturmaktır. ”.
Alkol düzeltmesi- çok bileşenli alkol içeren bir karışımın, sıvının tekrar tekrar buharlaştırılması ve buharın temas cihazlarında (tepsiler veya nozüller) yoğunlaşması yoluyla farklı kaynama noktalarına sahip saf fraksiyonlara (etil ve metil alkoller, su, fusel yağları, aldehitler ve diğerleri) ayrılması. özel ters akışlı kule aparatlarında.
Fiziksel açıdan bakıldığında, karışımın ayrı ayrı bileşenlerinin buhar ve sıvı fazlardaki konsantrasyonu başlangıçta farklı olduğu için düzeltme mümkündür, ancak sistem dengeye ulaşma eğilimindedir - her fazdaki tüm maddelerin aynı basıncı, sıcaklığı ve konsantrasyonu . Bir sıvıyla temas ettiğinde buhar, uçucu (düşük kaynama noktalı) bileşenlerle zenginleşirken, sıvı da düşük uçucu (yüksek kaynama noktalı) bileşenlerle zenginleşir. Zenginleştirme ile eş zamanlı olarak ısı değişimi gerçekleşir.
 devre şeması
devre şeması Buhar ve sıvı arasındaki temas anına (akışların etkileşimi) ısı ve kütle transferi süreci denir.
Farklı hareket yönleri nedeniyle (buhar yükselir ve sıvı aşağı doğru akar), sistem damıtma kolonunun üst kısmında dengeye ulaştıktan sonra, karışımın parçası olan pratik olarak saf bileşenleri ayrı ayrı seçmek mümkündür. Önce kaynama noktası daha düşük olan maddeler (aldehitler, esterler ve alkoller), ardından yüksek olan maddeler (fuzel yağları) ortaya çıkar.
Bir denge durumu. Faz ayrımının tam sınırında görünür. Bu ancak iki koşulun aynı anda karşılanması durumunda başarılabilir:
- Karışımın her bir bileşeninin eşit basıncı.
- Her iki fazdaki (buhar ve sıvı) maddelerin sıcaklığı ve konsantrasyonu aynıdır.
Sistem ne kadar sıklıkla dengeye gelirse, ısı ve kütle transferi ve karışımın bireysel bileşenlere ayrılması o kadar verimli olur.
Damıtma ve düzeltme arasındaki fark

Grafikte görebileceğiniz gibi,% 10'luk bir alkol çözeltisinden (püre)% 40'lık kaçak içki elde edebilirsiniz ve bu karışımın ikinci damıtılması sırasında 60 derecelik bir damıtma ürünü çıkacak ve üçüncü sırada -% 70. Aşağıdaki aralıklar mümkündür: 10-40; 40-60; 60-70; 70-75 ve benzeri maksimum %96'ya kadar.
Teorik olarak, saf alkol elde etmek için kaçak içki imbikinde 9-10 ardışık damıtma gerekir. Uygulamada, konsantrasyonu %20-30'un üzerinde olan alkol içeren sıvıların damıtılması patlayıcıdır, ayrıca yüksek enerji ve zaman maliyetleri nedeniyle ekonomik olarak kârsızdır.
Bu açıdan bakıldığında, alkolün rektifikasyonu, kolonun farklı temas elemanlarında (paketler veya plakalar) tüm yükseklik boyunca meydana gelen minimum 9-10 eşzamanlı, kademeli damıtmadır.
| fark | Damıtma | Düzeltme |
| İçeceğin organoleptikleri | İlk hammaddelerin aromasını ve tadını korur. | Kokusu ve tadı olmayan saf alkol ortaya çıkıyor (sorunun bir çözümü var). |
| Çıkıştaki kale | Damıtma sayısına ve aparatın tasarımına bağlıdır (genellikle %40-65). | %96'ya kadar. |
| Kesirlere ayrılma derecesi | Düşük, kaynama noktaları farklı olsa bile maddeler karışır, bunu düzeltmek imkansızdır. | Yüksek, saf maddeler izole edilebilir (yalnızca farklı kaynama noktalarına sahip). |
| Zararlı maddeleri uzaklaştırma yeteneği | Düşük veya orta. Kaliteyi arttırmak için, en az birinde fraksiyonlara ayırma ile en az iki damıtma gereklidir. | Yüksek, doğru yaklaşımla tüm zararlı maddeler kesilir. |
| Alkol kaybı | Yüksek. Doğru yaklaşımla bile, kabul edilebilir kaliteyi korurken toplam miktarın %80'ine kadarını elde edebilirsiniz. | Düşük. Teorik olarak etil alkolün tamamını kalite kaybı olmadan ekstrakte etmek mümkündür. Pratikte en az %1-3 kayıp. |
| Evde uygulama teknolojisinin karmaşıklığı | Düşük ve orta. Bobinli en ilkel aparat bile uygundur. Ekipman iyileştirmeleri mümkündür. Damıtma teknolojisi basit ve açıktır. Bir kaçak içki hala çalışır durumdayken genellikle fazla yer kaplamaz. | Yüksek. Bilgi ve deneyim olmadan üretilmesi mümkün olmayan özel ekipman gereklidir. Süreci anlamak daha zor, ön en azından teorik hazırlık gerekiyor. Sütun daha fazla yer kaplar (özellikle yükseklikte). |
| Tehlike (birbirleriyle karşılaştırıldığında), her iki süreç de yanıcı ve patlayıcıdır. | Ay ışığının sadeliği nedeniyle damıtma biraz daha güvenlidir (makalenin yazarının öznel görüşü). | Daha fazla hata yapma riskinin bulunduğu karmaşık ekipman nedeniyle, düzeltme daha tehlikelidir. |
Damıtma kolonunun çalışması
Damıtma sütunu- çok bileşenli bir sıvı karışımını kaynama noktasına göre ayrı fraksiyonlara ayırmak için tasarlanmış bir cihaz. İçinde temas elemanlarının (plakalar veya nozullar) bulunduğu sabit veya değişken kesitli bir silindirdir.
Ayrıca hemen hemen her sütunda, ilk karışımın (ham alkol) sağlanması, düzeltme işleminin kontrol edilmesi (termometreler, otomasyon) ve damıtma ekstraksiyonu için yardımcı üniteler bulunur - sistemden ekstrakte edilen belirli bir maddenin buharının yoğunlaştırıldığı ve daha sonra alındığı bir modül. dışarı.
 En yaygın ev tasarımlarından biri
En yaygın ev tasarımlarından biri Ham alkol- bir damıtma sütununa "doldurulabilen", klasik damıtma yöntemiyle püre damıtılmasının bir ürünü. Aslında bu, 35-45 derecelik bir kaçak içkidir.
Cezir- buhar, deflegmatörde yoğunlaşarak kolonun duvarlarından aşağı aktı.
Balgam numarası- geri akış miktarının örneklenen damıtma ürününün kütlesine oranı. Alkol damıtma sütununda üç akış vardır: buhar, balgam ve damıtma (nihai hedef). Prosesin başlangıcında damıtma ürünü geri çekilmez, böylece kolonda ısı ve kütle transferi için yeterli geri akış sağlanır. Daha sonra alkol buharının bir kısmı yoğunlaştırılarak kolondan alınır ve kalan alkol buharı geri akış akışı oluşturmaya devam ederek normal çalışmayı sağlar.
Çoğu kurulumun çalışması için geri akış oranının en az 3 olması gerekir, yani distilatın% 25'i alınır, geri kalanı kontak elemanlarının sulanması için kolonda gereklidir. Genel bir kural olarak alkol ne kadar yavaş çekilirse kalitesi de o kadar yüksek olur.
Damıtma sütunu temas cihazları (tepsiler ve ambalajlar)
Karışımın çoklu ve eşzamanlı olarak sıvı ve buhara ayrılmasından, ardından buharın sıvı halinde yoğunlaşmasından - kolonda bir denge durumunun elde edilmesinden sorumludurlar. Ceteris paribus, tasarımda ne kadar çok kontak cihazı varsa, alkol saflaştırması açısından damıtma o kadar etkili olur, çünkü faz etkileşiminin yüzeyi artar, bu da tüm ısı ve kütle transferini yoğunlaştırır.
teorik plaka- tekrarlanan başarı ile denge durumundan bir çıkış döngüsü. Kaliteli alkol elde etmek için minimum 25-30 teorik plaka gereklidir.
fiziksel plaka- gerçek bir çalışan cihaz. Buhar, plakadaki sıvı katmandan çok sayıda kabarcık şeklinde geçerek geniş bir temas yüzeyi oluşturur. Klasik tasarımda fiziksel plaka, bir denge durumuna ulaşma koşullarının yaklaşık yarısını sağlar. Bu nedenle, damıtma kolonunun normal çalışması için, teorik (hesaplanan) minimumdan iki kat daha fazla fiziksel plaka gerekir - 50-60 parça.
Nozullar.Çoğu zaman plakalar yalnızca endüstriyel tesislere yerleştirilir. Laboratuvar ve ev tipi damıtma kolonlarında, temas elemanları olarak nozullar kullanılır - özel olarak bükülmüş bakır (veya çelik) tel veya bulaşık yıkama ağları. Bu durumda balgam, nozülün tüm yüzeyi boyunca ince bir akıntı halinde aşağı doğru akar ve buharla maksimum temas alanını sağlar.
 El bezi nozulları en pratik olanlardır
El bezi nozulları en pratik olanlardır Çok sayıda yapı var. Ev yapımı tel nozüllerin dezavantajı malzemeye olası zarar vermesidir (kararma, paslanma), fabrika muadilleri bu tür sorunlardan yoksundur.
Damıtma sütununun özellikleri
Malzeme ve boyutlar. Kolon silindiri, nozullar, küp ve damıtma üniteleri gıdaya uygun, paslanmaz, ısıya dayanıklı (eşit şekilde genişleyen) alaşımdan yapılmış olmalıdır. Ev yapımı tasarımlarda teneke kutular ve düdüklü tencereler çoğunlukla küp şeklinde kullanılır.
Ev tipi damıtma kolonunun borusunun minimum uzunluğu 120-150 cm, çapı 30-40 mm'dir.
Isıtma sistemi. Düzeltme sürecinde ısıtma gücünün kontrol edilmesi ve hızlı bir şekilde ayarlanması çok önemlidir. Bu nedenle en başarılı çözüm küpün tabanına yerleştirilmiş ısıtma elemanları yardımıyla ısıtmadır. Sıcaklık aralığını hızlı bir şekilde değiştirmenize izin vermediğinden (sistemin yüksek ataleti) bir gaz sobası aracılığıyla ısı sağlanması önerilmez.
Süreç kontrolü. Düzeltme sırasında, kolon üreticisinin çalışma özelliklerini, ısıtma gücünü, geri akış oranını ve model performansını göstermesi gereken talimatlarına uymak önemlidir.
 Termometre numune alma sürecinin hassas kontrolünü sağlar
Termometre numune alma sürecinin hassas kontrolünü sağlar Düzeltme işlemini iki basit cihaz olmadan kontrol etmek çok zordur - bir termometre (doğru ısıtma derecesinin belirlenmesine yardımcı olur) ve bir alkol ölçer (elde edilen alkolün gücünü ölçer).
Verim. Kolonun boyutuna bağlı değildir, çünkü kenar (boru) ne kadar yüksek olursa içeride o kadar fazla fiziksel plaka bulunur, dolayısıyla temizlik daha iyi olur. Performans, buhar ve geri akış akışlarının hızını belirleyen ısıtma gücünden etkilenir. Ancak aşırı miktarda sağlanan güçle sütun boğulur (çalışmayı durdurur).
Ev tipi damıtma kolonlarının ortalama performansı, 1 kW ısıtma gücüyle saatte 1 litredir.
Basıncın etkisi. Sıvıların kaynama noktası basınca bağlıdır. Alkolün başarılı bir şekilde damıtılması için, kolonun üstündeki basınç atmosferik - 720-780 mm Hg'ye yakın olmalıdır. Aksi takdirde basınç düştüğünde buhar yoğunluğu azalacak ve buharlaşma hızı artacak, bu da kolonun su basmasına neden olabilecektir. Basınç çok yüksekse buharlaşma hızı düşer, bu da cihazın çalışmasını verimsiz hale getirir (karışım fraksiyonlara ayrılmaz). Doğru basıncı korumak için her damıtma kolonu atmosferik bir bağlantı tüpüyle donatılmıştır.
Kendi kendine montaj olasılığı hakkında. Teorik olarak damıtma kolonu çok karmaşık bir cihaz değildir. Tasarımlar evdeki ustalar tarafından başarıyla uygulanmaktadır.
Ancak pratikte, düzeltme işleminin fiziksel temellerini anlamadan, ekipman parametrelerinin doğru hesaplanması, malzeme seçimi ve ünitelerin yüksek kaliteli montajı olmadan, ev yapımı bir damıtma sütununun kullanımı tehlikeli bir mesleğe dönüşür. Tek bir hata bile yangına, patlamaya veya yanıklara yol açabilir.
Güvenlik açısından, test edilmiş (destekleyici belgelere sahip) fabrika kolonları daha güvenilirdir ve ayrıca talimatlarla birlikte verilir (ayrıntılı olmalıdır). Kritik bir durum riski yalnızca iki faktöre bağlıdır - talimatlara göre uygun montaj ve çalıştırma, ancak bu sadece sütunlar veya kaçak içki fotoğraf makineleri için değil, hemen hemen tüm ev aletleri için bir sorundur.
Damıtma kolonunun çalışma prensibi
Küp hacminin maksimum 2/3'ü kadar doldurulur. Kurulumu açmadan önce bağlantıların ve düzeneklerin sıkılığını kontrol etmek, damıtılmış ekstraksiyon ünitesini kapatmak ve soğutma suyu sağlamak zorunludur. Ancak bundan sonra küpü ısıtmaya başlayabilirsiniz.
Kolona beslenen alkol içeren karışımın optimal gücü %35-45'tir. Yani, her durumda, pürenin damıtılması, düzeltmeden önce gereklidir. Ortaya çıkan ürün (ham alkol) daha sonra bir kolon üzerinde işlenerek neredeyse saf alkol elde edilir.
Bu, ev tipi damıtma kolonunun klasik kaçak içki imbikinin (damıtma cihazı) tam bir alternatifi olmadığı ve yalnızca daha iyi kalitede yeniden damıtmanın (ikinci damıtma) yerini alan, ancak organoleptik özellikleri dengeleyen ek bir saflaştırma adımı olarak değerlendirilebileceği anlamına gelir. içkinin.
Adil olmak gerekirse, çoğu modern damıtma sütunu modelinin kaçak içki hareketsiz modunda çalışmayı içerdiğini not ediyorum. Damıtma işlemine devam etmek için yalnızca atmosferle olan bağlantıyı kapatmak ve damıtma ürünü seçme ünitesini açmak gerekir.
Her iki nozül aynı anda kapatılırsa aşırı basınç nedeniyle ısınan kolon patlayabilir! Bu hataları yapmayın!
Sürekli endüstriyel tesislerde, püre genellikle hemen damıtılır, ancak bu, devasa boyutu ve tasarım özellikleri nedeniyle mümkündür. Örneğin, 80 metre yüksekliğinde ve 6 metre çapında bir boru, bir evin damıtma kolonlarından çok daha fazla kontak elemanının monte edildiği bir standart olarak kabul edilir.
 Boyut önemlidir. Damıtım tesislerinin küpü temizleme açısından olanakları, ev damıtma tesislerine göre daha fazladır.
Boyut önemlidir. Damıtım tesislerinin küpü temizleme açısından olanakları, ev damıtma tesislerine göre daha fazladır. Çalıştırıldıktan sonra küp içindeki sıvı ısıtıcı tarafından kaynatılır. Ortaya çıkan buhar kolonda yükselir, daha sonra deflegmatöre girer, burada yoğunlaşır (balgam görünür) ve borunun duvarları boyunca sıvı formda kolonun alt kısmına geri döner, geri dönerken yükselen buharla temas eder. plakalar veya nozüller üzerinde. Isıtıcının etkisi altında balgam tekrar buhar haline gelir ve üstteki buhar, deflegmatör tarafından tekrar yoğunlaştırılır. Süreç döngüsel hale gelir, her iki akış da birbiriyle sürekli temas halindedir.
Stabilizasyondan sonra (buhar ve balgam denge durumu için yeterlidir), en düşük kaynama noktasına sahip saf (ayrılmış) fraksiyonlar (metil alkol, asetaldehit, eterler, etil alkol), kolonun üst kısmında en yüksek (fuzel yağları) birikir. ) altta. Alt fraksiyonların seçimi yavaş yavaş sütunda yükseldikçe.
Çoğu durumda, sıcaklığın 10 dakika boyunca değişmediği bir sütun stabil kabul edilir (örneklemeye başlayabilirsiniz) (toplam ısınma süresi 20-60 dakikadır). Bu noktaya kadar cihaz "kendi başına" çalışarak dengelenme eğiliminde olan buhar ve balgam akışları yaratır. Stabilizasyondan sonra zararlı maddeler içeren baş fraksiyonunun seçimi başlar: esterler, aldehitler ve metil alkol.
Damıtma kolonu, çıktıyı fraksiyonlara ayırma ihtiyacını ortadan kaldırmaz. Geleneksel kaçak içkide olduğu gibi, "kafayı", "gövdeyi" ve "kuyruğu" birleştirmeniz gerekir. Fark yalnızca çıktının saflığındadır. Düzeltme sırasında, fraksiyonlar "yağlanmaz" - yakın, ancak en az onda bir derece, farklı kaynama noktasına sahip maddeler kesişmez, bu nedenle "gövde" seçildiğinde neredeyse saf alkol elde edilir. Geleneksel damıtma sırasında, hangi tasarım kullanılırsa kullanılsın, ürünü tek bir maddeden oluşan fraksiyonlara ayırmak fiziksel olarak imkansızdır.
Kolon optimum çalışma moduna getirilirse, sıcaklık her zaman sabit olduğundan "gövde" seçiminde herhangi bir zorluk yaşanmaz.
Daha düşük fraksiyonlar (“kuyruklar”), sıcaklık veya kokuya göre rektifikasyon sırasında seçilir, ancak damıtmanın aksine bu maddeler alkol içermez.
Organoleptik özelliklere sahip alkole dönün.Çoğu zaman, "ruhu" düzeltilmiş alkole - örneğin elma veya üzüm gibi hammaddenin aroması ve tadı - geri döndürmek için "kuyruklar" gerekir. İşlem tamamlandıktan sonra toplanan kuyruk fraksiyonlarından belirli bir miktar saf alkole eklenir. Konsantrasyon, az miktarda ürün üzerinde deney yapılarak ampirik olarak hesaplanır.
Rektifikasyonun avantajı, sıvının içerdiği alkolün neredeyse tamamının kalitesini kaybetmeden ekstrakte edilebilmesidir. Bu, kaçak içkide elde edilen "başlar" ve "kuyrukların" bir damıtma kolonunda işlenebileceği ve sağlık açısından güvenli etil alkolün elde edilebileceği anlamına gelir.
Damıtma sütununun taşması
Her tasarımın maksimum buhar hareketi hızı vardır, bundan sonra küp içindeki geri akış akışı önce yavaşlar ve sonra tamamen durur. Sıvı, kolonun damıtma kısmında birikir ve "taşma" meydana gelir - ısı ve kütle transfer sürecinin sona ermesi. İçeride keskin bir basınç düşüşü var, yabancı gürültü veya guruldama beliriyor.
Damıtma kolonunun taşmasının nedenleri:
- izin verilen ısıtma gücünün aşılması (en yaygın olanı);
- cihazın alt kısmının tıkanması ve küpün taşması;
- çok düşük atmosfer basıncı (yüksek dağlar için tipik);
- ağdaki voltaj 220V'tan yüksektir - sonuç olarak ısıtma elemanlarının gücü artar;
- tasarım hataları ve başarısızlıkları.
Er ya da geç, hemen hemen her ev yapımı alkol aşığı, saf alkol elde etmek için bir cihaz olan bir damıtma kolonu (RK) satın almayı veya üretmeyi düşünür. Temel parametrelerin kapsamlı bir hesaplamasıyla başlamanız gerekir: güç, yükseklik, çekmece çapı, küp hacmi vb. Bu bilgi hem tüm elemanları kendi elleriyle yapmak isteyenler hem de hazır bir damıtma kolonu satın alacak olanlar için faydalı olacaktır (bir seçim yapmanıza ve satıcıyı kontrol etmenize yardımcı olacaktır). Bireysel düğümlerin tasarım özelliklerini etkilemeden, evde düzeltme için dengeli bir sistem oluşturmanın genel ilkelerini ele alacağız.
 Sütun çalışma şeması
Sütun çalışma şeması Borunun (tsargi) ve nozulların özellikleri
Malzeme. Boru, damıtma kolonunun parametrelerini ve aparatın tüm birimlerinin gereksinimlerini büyük ölçüde belirler. Yan tarafın imalatı için malzeme krom-nikel paslanmaz çeliktir - "gıda" paslanmaz çeliği.
Kimyasal nötrlüğü nedeniyle gıda sınıfı paslanmaz çelik, ürünün gerekli bileşimini etkilemez. Ham şeker püresi veya damıtma atığı ("kafalar" ve "kuyruklar") alkole damıtılır, bu nedenle düzeltmenin asıl amacı, çıktının safsızlıklardan arındırılmasını en üst düzeye çıkarmak ve alkolün organoleptik özelliklerini bir yönde veya başka yönde değiştirmemektir. . Klasik damıtma sütunlarında bakır kullanılması uygun değildir, çünkü bu malzeme içeceğin kimyasal bileşimini biraz değiştirir ve bir damıtıcı (sıradan kaçak içki) veya bir bira sütunu (özel bir düzeltme durumu) üretimi için uygundur.
 Çekmecelerden birine monte edilmiş nozullu, demonte bir sütun borusu
Çekmecelerden birine monte edilmiş nozullu, demonte bir sütun borusu Kalınlık.Çekmece tarafı 1-1,5 mm et kalınlığına sahip paslanmaz çelik borudan yapılmıştır. Daha kalın bir duvara gerek yoktur çünkü bu, herhangi bir avantaj sağlamadan yapının maliyetini ve ağırlığını artıracaktır.
Nozul seçenekleri. Salmastraya değinmeden kolonun özelliklerinden bahsetmek doğru değildir. Evde düzeltme yapılırken temas yüzey alanı 1,5 ila 4 metrekare olan nozullar kullanılır. m/litre. Temas yüzeyi alanının artmasıyla ayırma yeteneği de artar ancak verimlilik azalır. Alanın küçültülmesi ayırma ve güçlendirme yeteneğinin azalmasına neden olur.
Sütunun üretkenliği başlangıçta artar, ancak daha sonra çıktının gücünü korumak için operatör seçim oranını düşürmek zorunda kalır. Bu, kolonun çapına bağlı olan ve en iyi parametre kombinasyonunu elde etmenizi sağlayacak belirli bir optimal salmastra boyutunun olduğu anlamına gelir.
Spiral prizmatik salmastranın (SPN) boyutları kolonun iç çapından yaklaşık 12-15 kat daha küçük olmalıdır. 50 mm - 3,5x3,5x0,25 mm boru çapı için, 40 - 3x3x0,25 mm ve 32 ve 28 - 2x2x0,25 mm boru çapı için.
Görevlere bağlı olarak farklı nozulların kullanılması tavsiye edilir. Örneğin, güçlendirilmiş damıtıklar elde edilirken, çapı ve yüksekliği 10 mm olan bakır halkalar sıklıkla kullanılır. Bu durumda amacın sistemin ayırma ve güçlendirme yeteneği değil, tamamen farklı bir kriter olduğu açıktır - bakırın kükürt bileşiklerini alkolden uzaklaştırma katalitik yeteneği.
 Spiral prizmatik nozulların çeşitleri
Spiral prizmatik nozulların çeşitleri Cephaneliğinizi bir taneyle sınırlamamalısınız, en iyi nozul bile, böyle bir şey yok. Her özel görev için en uygun olanı vardır.
Kolon çapındaki küçük bir değişiklik bile parametreleri ciddi şekilde etkiler. Değerlendirmek için, nominal gücün (W) ve verimliliğin (ml / h) sayısal olarak kolonun kesit alanına (mm kare) eşit olduğunu ve dolayısıyla orantılı olduğunu hatırlamak yeterlidir. çapın karesi. Çekmece seçerken buna dikkat edin, mutlaka iç çapını göz önünde bulundurun ve seçenekleri karşılaştırın.
Gücün boru çapına bağımlılığı
Boru yüksekliği.İyi bir tutma ve ayırma kapasitesi sağlamak için, çaptan bağımsız olarak damıtma kolonunun yüksekliği 1 ila 1,5 m arasında olmalıdır, daha az olması durumunda, çalışma sırasında biriken fuzel yağları için yeterli alan kalmayacak, bunun sonucunda fuzel petrol seçime girmeye başlayacak. Diğer bir dezavantaj ise kafaların net bir şekilde fraksiyonlara bölünmemesidir. Boru yüksekliğinin fazla olması sistemin ayırma ve tutma kapasitesinde önemli bir iyileşme sağlamayacaktır ancak sürüş süresinin yanı sıra "kafa" ve "kafalık" sayısını da artıracaktır. boru yüksekliğinin artmasıyla birlikte, her ilave santimetre için damıtma kolonunun ayırma kapasitesindeki artış azalır. Borunun 50 cm'den 60 cm'ye çıkarılmasının etkisi, 140 cm'den 150 cm'ye olandan daha büyük bir etkidir.
Damıtma sütunu için küpün hacmi
Yüksek kaliteli alkol verimini artırmak, ancak füzel sütununun aşırı doldurulmasını önlemek için küp içindeki ham alkolün hacmi (doldurulması) 10-20 paketleme hacmi aralığıyla sınırlıdır. 1,5 m yüksekliğinde ve 50 mm çapındaki sütunlar için - 30-60 l, 40 mm - 17-34 l, 32 mm - 10-20 l, 28 mm - 7-14 l.
Küpün hacminin 2/3'ü oranında doldurulması dikkate alındığında, iç çapı 50 mm olan bir sütun için 40-80 litrelik bir kap, 40 mm için 30-50 litrelik bir kap, 20 mm'lik bir çarga için uygundur. -32 mm için 30 litrelik küp ve 28 mm için düdüklü tencere.
Önerilen aralığın alt sınırına yakın bir hacme sahip bir küp kullanırken, bir tarafını güvenli bir şekilde çıkarabilir ve yüksekliği 1-1,2 metreye düşürebilirsiniz. Sonuç olarak, seçimde bir atılım için nispeten az gövde olacak, ancak "baş desteklerinin" hacmi gözle görülür şekilde azalacak.
Sütun ısıtmanın kaynağı ve gücü
Plaka tipi. Kaçak içki geçmişi, daha önce kaçak içkiyi ısıtmak için bir gaz, indüksiyon veya geleneksel elektrikli soba kullanmışlarsa, bu kaynağı sütun için bırakabileceğinize inanan birçok yeni başlayanı rahatsız ediyor.
Düzeltme süreci damıtmadan önemli ölçüde farklıdır, her şey çok daha karmaşıktır ve yangın işe yaramayacaktır. Sağlanan ısıtma gücünün düzgün ayarlanmasını ve stabilitesini sağlamak gereklidir.
Başlatma-durdurma modunda termostatla çalışan elektrikli sobalar kullanılmaz çünkü kısa süreli elektrik kesintisi meydana gelir gelmez buhar kolona girmeyi bırakacak ve balgam bir küp haline gelecektir. Bu durumda, sütunun kendiniz için çalışması ve "kafaların" seçimi ile düzeltmeye yeniden başlamanız gerekecektir.
İndüksiyonlu ocak, gücü 100-200 W'lık kademeli bir değişime sahip son derece kaba bir cihazdır ve düzeltme sırasında, gücü tam anlamıyla 5-10 W kadar sorunsuz bir şekilde değiştirmeniz gerekir. Evet ve girişteki voltaj dalgalanmasından bağımsız olarak ısıtmayı dengelemenin mümkün olması pek mümkün değildir.
Bir küpün içine dökülmüş% 40 ham alkol içeren ve çıkışta 96 derecelik bir ürün bulunan bir gaz sobası, ısıtma sıcaklığındaki dalgalanmalardan bahsetmeye gerek bile yok, ölümcül bir tehlikedir.

En uygun çözüm, küpün içine gerekli güce sahip bir ısıtma elemanı yerleştirmek ve ayarlama için çıkış voltajı stabilizasyonuna sahip bir röle, örneğin RM-2 16A kullanmaktır. Analogları alabilirsiniz. Önemli olan, çıkışta stabilize bir voltaj elde etmek ve ısıtma sıcaklığını 5-10 watt kadar sorunsuz bir şekilde değiştirme yeteneğidir.
Güç sağlandı. Küpü kabul edilebilir bir sürede ısıtmak için 10 litre ham alkol başına 1 kW'lık bir güçten ilerlemek gerekir. Bu, 40 litre ile doldurulmuş 50 litrelik bir küp için minimum 4 kW, 40 l - 3 kW, 30 l - 2-2,5 kW, 20 l - 1,5 kW gerektiği anlamına gelir.
Aynı hacimde küpler alçak ve geniş, dar ve yüksek olabilir. Uygun bir kap seçerken, küpün genellikle yalnızca düzeltme için değil, aynı zamanda damıtma için de kullanıldığı dikkate alınmalıdır, bu nedenle, giriş gücünün sıçramalarla hızlı köpürmeye yol açmaması için en ağır koşullardan devam ederler. küpten buhar boru hattına.
Yaklaşık 40-50 cm'lik bir ısıtma elemanı yerleştirme derinliğinde, 1 metrekare başına normal kaynamanın meydana geldiği deneysel olarak tespit edilmiştir. cm'lik toplu aynalar 4-5 watt'tan fazla güç sağlamaz. Derinlik azaldıkça izin verilen güç artar ve arttıkça azalır.
Kaynamanın doğasını etkileyen başka faktörler de vardır: sıvının yoğunluğu, viskozitesi ve yüzey gerilimi. Yoğunluk arttığında, püre damıtma işleminin sonunda emisyonlar meydana gelir. Bu nedenle düzeltme işleminin izin verilen aralık sınırında yürütülmesi her zaman sorunludur.
Yaygın silindirik küplerin çapı 26, 32, 40 cm'dir.26 cm'lik küp hacimli aynanın yüzey alanı için izin verilen güce bağlı olarak küp, 2,5 kW'a kadar ısıtma gücüyle normal şekilde çalışacaktır. , 30 cm - 3,5 kW, 40 cm - 5 kW için.
Isıtma gücünü belirleyen üçüncü faktör, sıçramayla mücadele etmek için nozulsuz çarg sütunlarından birinin kuru buharlayıcı olarak kullanılmasıdır. Bunun için borudaki buhar hızının 1 m/s'yi geçmemesi, 2-3 m/s'de koruyucu etkinin zayıflaması, yüksek değerlerde buharın balgamı borudan yukarı doğru iterek dışarı atması gerekir. onu seçime soktuk.
Buhar hızını hesaplamak için formül:
V \u003d N * 750 / S (m / s),
- N – güç, kW;
- 750 - buharlaşma (kübik cm / sn kW);
- S, kolonun kesit alanıdır (mm kare).
50 mm çapındaki bir boru, 4 kW'a, 40-42 mm - 3 kW'a, 38 - 2 kW'a, 32 - 1,5 kW'a kadar ısıtıldığında spreyle başa çıkacaktır.
Yukarıdaki hususlara dayanarak hacmi, küp boyutlarını, ısıtma ve damıtma gücünü seçiyoruz. Tüm bu parametreler kolonun çapı ve yüksekliği ile koordinelidir.
Damıtma kolonunun deflegmatörü parametrelerinin hesaplanması
Geri akış kondansatörünün gücü, damıtma kolonunun tipine bağlı olarak belirlenir. Geri akış kondansatörünün altında sıvı ekstraksiyonlu veya buharlı bir kolon inşa ediyorsak, gerekli güç kolonun nominal gücünden az olmamalıdır. Genellikle bu durumlarda, kullanım gücü 1 metrekare başına 4-5 watt olan bir Dimroth buzdolabı kullanılır. yüzeye bakınız.
Buhar ekstraksiyon kolonu geri akış kondansatöründen daha yüksekse, hesaplanan kapasite nominal kapasitenin 2/3'üdür. Bu durumda Dimroth veya "gömlek" kullanabilirsiniz. Gömleğin kullanım gücü dimrothtan daha düşüktür ve santimetre kare başına yaklaşık 2 watt'tır.
 Bir sütun için Dimroth soğutucu örneği
Bir sütun için Dimroth soğutucu örneği Dahası, her şey basit: Nominal gücü kullanım gücüne bölüyoruz. Örneğin iç çapı 50 mm olan bir kolon için: 1950/5= 390 m2. Dimroth'un cm alanı veya 975 metrekare. gömleğe bakın. Bu, Dimrot buzdolabının 3 metrelik güvenlik faktörü dikkate alınarak ilk seçenekte 6x1 mm 487 / (0,6 * 3,14) = 2,58 cm uzunluğunda bir tüpten yapılabileceği anlamına gelir. İkinci seçenek için 2 metrelik güvenlik faktörünü hesaba katarak üçte ikiyle çarpıyoruz: 258 * 2/3 = 172 cm.
Sütun gömleği 52 x 1 - 975 / 5,2 / 3,14 \u003d 59 cm * 2/3 \u003d 39 cm Ancak bu yüksek tavanlı odalar içindir.
 "Gömlekçi"
"Gömlekçi" Tek geçişli buzdolabının hesaplanması
Düz geçiş, sıvı çekmeli bir damıtma kolonunda son soğutucu olarak kullanılıyorsa, en küçük ve en kompakt seçeneği seçin. Yeterli güç, kolonun nominal gücünün% 30-40'ıdır.
Ceket ile iç boru arasındaki boşlukta spiral olmadan once-through soğutucu yapılır, ardından ceketin içine seçim başlatılır ve soğutma suyu merkezi borudan sağlanır. Bu durumda gömlek, su besleme borusuna deflegmatöre kaynak yapılır. Bu yaklaşık 30 cm uzunluğunda küçük bir "kalemdir".
Ancak aynı düz geçiş hem damıtma hem de rektifikasyon için kullanılırsa, evrensel bir birim olarak, bunlar Kazakistan Cumhuriyeti'nin ihtiyacından değil, damıtma sırasındaki maksimum ısıtma gücünden kaynaklanır.
Buzdolabında türbülanslı bir buhar akışı oluşturmak, bu da en az 10 watt / m2'lik bir ısı transfer hızının sağlanmasını mümkün kılar. cm, yaklaşık 10-20 m/s buhar hızının sağlanması gerekmektedir.
Olası çap aralığı oldukça geniştir. Minimum çap, küpte büyük bir aşırı basınç oluşturmama koşullarından (50 mm'den fazla su sütunu) ve maksimum, buharların minimum hız ve maksimum kinematik viskozite katsayısına dayalı olarak Reynolds sayısının hesaplanmasıyla belirlenir. .
 Tek geçişli buzdolabının olası tasarımı
Tek geçişli buzdolabının olası tasarımı Gereksiz ayrıntılara girmemek için en yaygın tanımı vereceğiz: “Boruda türbülanslı buhar hareketi modunun korunabilmesi için iç çapın (milimetre cinsinden) 6'dan fazla olmaması yeterlidir. Isıtma gücünün çarpımı (kilovat olarak).
Su ceketinin hava almasını önlemek için doğrusal su hızının en az 11 cm/s olması gerekir, ancak hızın aşırı artması su kaynağında yüksek basınç gerektirecektir. Bu nedenle 12 ila 20 cm/s aralığının optimal olduğu kabul edilir.
Buharı yoğunlaştırmak ve yoğunlaşmayı kabul edilebilir bir sıcaklığa soğutmak için, her kilowatt güç girişi için yaklaşık 4,8 cc/s (saatte 17 litre) oranında 20°C'de su sağlanmalıdır. Bu durumda su 50 derece ısınacak - 70 ° C'ye kadar. Doğal olarak kışın daha az, otonom soğutma sistemleri kullanıldığında ise yaklaşık bir buçuk kat daha fazla suya ihtiyaç duyulacak.
Önceki verilere dayanarak, ceketin halka kesit alanı ve iç çapı hesaplanabilir. Mevcut boru çeşitlerini dikkate almak gerekir. Hesaplamalar ve uygulamalar, gerekli tüm koşulları karşılamak için 1-1,5 mm'lik bir boşluğun oldukça yeterli olduğunu göstermiştir. Bu, evde kullanılan tüm güç aralığını kapsayan 10x1 - 14x1, 12x1 - 16x1, 14x1 - 18x1, 16x1 - 20x1 ve 20x1 - 25x1,5 boru çiftlerine karşılık gelir.
Düz geçişin bir başka önemli detayı daha var - buhar borusuna sarılmış spiral. Böyle bir spiral, gömleğin iç yüzeyine 0,2-0,3 mm boşluk sağlayacak çapta telden yapılmıştır. Buhar borusunun 2-3 çapına eşit bir adımla sarılır. Ana amaç, çalışma sırasında sıcaklığın ceket borusundan daha yüksek olduğu buhar borusunu ortalamaktır. Bu, termal genleşmenin bir sonucu olarak buhar borusunun uzadığı ve büküldüğü, cekete yaslandığı, soğutma suyuyla yıkanmayan ölü bölgelerin ortaya çıktığı ve bunun sonucunda buzdolabının verimliliğinin keskin bir şekilde düştüğü anlamına gelir. Spiral sarımın ek avantajları yolun uzatılması ve soğutma suyu akışında türbülans yaratılmasıdır.
İyi yapılmış bir düz geçiş, 15 watt / m2'ye kadar enerji kullanabilir. Ampirik olarak doğrulanan ısı değişim alanının cm'si. Doğrudan akışın soğutulmuş kısmının uzunluğunu belirlemek için 10 W / m2'lik bir nominal güç kullanıyoruz. cm (100 metrekare cm / kW).
Gerekli ısı değişim alanı, kilovat cinsinden ısıtma gücünün 100 ile çarpımına eşittir:
S = P * 100 (cm2).
Buhar borusu dış çevresi:
Lokr = 3,14 * D.
Soğutma ceketi yüksekliği:
H = S / Uzunluk.
Genel hesaplama formülü:
H = 3183 * P / D (kW cinsinden güç, milimetre cinsinden buhar borusunun yüksekliği ve dış çapı).
Düz bir borunun hesaplanmasına bir örnek
Isıtma gücü - 2 kW.
12x1 ve 14x1 boruları kullanmak mümkündür.
Kesit alanları - 78,5 ve 113 metrekare. mm.
Buhar hacmi - 750 * 2 \u003d 1500 metreküp. cm / sn.
Borulardaki buhar hızları: 19,1 ve 13,2 m/s.
14x1 boru, önerilen buhar hızı aralığında kalırken bir güç marjına sahip olmanıza olanak tanıdığından tercih edilebilir görünmektedir.
Gömleğin buhar borusu 18x1, halka açıklığı 1 mm olacaktır.
Su besleme hızı: 4,8 * 2= 9,6 cm3/s.
Halka şeklindeki boşluk alanı - 3,14 / 4 * (16 * 16 - 14 * 14) \u003d 47,1 metrekare. mm = 0,471 metrekare santimetre.
Doğrusal hız - 9,6 / 0,471 = 20 cm/s - değer önerilen sınırlar dahilinde kalır.
Halka şeklindeki boşluk 1,5 mm - 13 cm / s olsaydı. 2 mm olsaydı, doğrusal hız 9,6 cm / s'ye düşerdi ve yalnızca buzdolabının hava almaması için nominal hacmin üzerinde su sağlanması gerekirdi - para israfı.
Gömlek yüksekliği - 3183 * 2 / 14 = 454 mm veya 45 cm Güvenlik faktörüne gerek yoktur, her şey dikkate alınır.
Sonuç: Soğutulan kısmın yüksekliği 45 cm olan 14x1-18x1, nominal su akışı - 9,6 metreküp. cm/s veya saatte 34,5 litre.
Nominal ısıtma gücü 2 kW olan buzdolabı, iyi bir marjla saatte 4 litre alkol üretecektir.
Verimli ve dengeli bir doğrudan damıtma, ekstraksiyon oranının ısıtma gücüne ve soğutma için su tüketimine oranı 1 litre/saat - 0,5 kW - 10 litre/saat olmalıdır. Güç yüksekse ısı kayıpları büyük olacak, küçükse faydalı ısıtma gücü azalacaktır. Su akışı daha yüksekse, doğrudan akış verimsiz bir şekilde tasarlanmıştır.
Damıtma kolonu bir yıkama kolonu olarak kullanılabilir. Bira kolonlarının ekipmanının kendine has özellikleri vardır, ancak ikinci damıtma esas olarak teknoloji açısından farklılık gösterir. İlk damıtma için daha fazla özellik vardır ve bireysel düğümler uygulanamayabilir, ancak bu ayrı bir tartışmanın konusudur.
Gerçek ev ihtiyaçlarına ve mevcut boru çeşitlerine dayanarak, yukarıdaki yöntemi kullanarak bir damıtma sütunu için tipik seçenekleri hesaplayacağız.

Not: Materyalin sistematik hale getirilmesi ve makalenin hazırlanmasındaki yardım için forumumuzun kullanıcısına şükranlarımızı sunarız.
Damıtma sütunu
Endüstriyel damıtma kolonları
Damıtma sütunu- Bileşenleri farklı kaynama noktalarına sahip olan sıvı karışımlarını ayırmak için tasarlanmış bir aparat. Klasik kolon, içinde kontak cihazları bulunan dikey bir silindirdir. Düzeltme (Latince rectus'tan - doğrudan ve facio - yapıyorum), buhar bileşenlerinin yoğunlaşmasının ayrı ayrı meydana geldiği bir ısı ve kütle transfer işlemidir.
Endüstriyel Uygulama
Rektifikasyon, 19. yüzyılın başından beri, özellikle alkol ve petrol endüstrilerinde en önemli teknolojik süreçlerden biri olarak bilinmektedir. Şu anda, bileşenlerin saf formda izolasyonunun çok önemli olduğu (organik sentez, izotoplar, polimerler, yarı iletkenler ve diğer çeşitli yüksek saflıkta maddelerin üretiminde) kimyasal teknolojinin çeşitli alanlarında düzeltme giderek daha fazla kullanılmaktadır. Rektifikasyon, ilk karışımın 2 veya daha fazla bileşene ayrıldığı ve buhar fazının yüksek derecede uçucu (düşük kaynama noktalı) bileşen(ler) ve karışımın sıvı kısmının doyurulduğu, tekrarlanan buharlaştırma ve yoğunlaşma işlemidir. oldukça uçucu (yüksek kaynama noktalı) bileşen(ler) ile doyurulur.
Çalışma prensibi
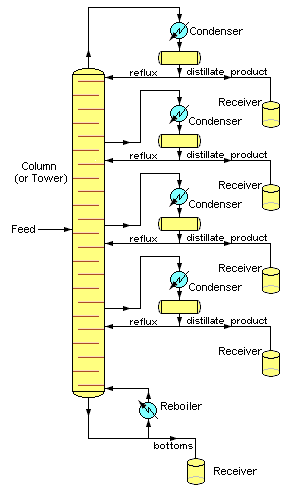
Sürekli damıtma için basitleştirilmiş proses akış şeması
Buhar, buhar-sıvı veya sıvı fazda besleme sıcaklığı tf'ye kadar ısıtılan besleme karışımı kolona besleme (Gf) olarak girer. Gücün sağlandığı bölgeye buharlaşma bölgesi denir, çünkü buharlaşma işlemi orada gerçekleşir - buharın sıvıdan tek bir ayrılması.
Buhar kolonun tepesine yükselir, bir yoğunlaştırıcıda soğuyup yoğunlaşır ve geri akış olarak kolonun üst plakasına geri beslenir. Böylece kolonun üst kısmında (güçlendirme), buharlar ters akımla (aşağıdan yukarıya) hareket eder ve sıvı aşağı (yukarıdan aşağıya) akar.
Plakalardan aşağı akan sıvı, yüksek kaynama noktalı bileşenlerle zenginleştirilir ve buharlar, kolonun tepesine ne kadar yükseğe çıkarsa, düşük kaynama noktalı bileşenlerle o kadar zenginleşir. Böylece, üst ürün düşük kaynama noktalı bileşen açısından zenginleştirilir. Kolonun üst kısmından çekilen ürüne distilat adı verilir. Distilatın yoğunlaştırıcıda yoğunlaşarak kolona geri dönen kısmına reflü veya reflü adı verilir. Kolona geri dönen geri akış miktarının çekilen distilat miktarına oranına geri akış oranı denir.
Damıtma kolonunun alt (alt, sıyırma) kısmında artan bir buhar akışı oluşturmak için, alt sıvının bir kısmı bir ısı eşanjörüne gönderilir, elde edilen buharlar kolonun alt plakasının altına geri beslenir.
Böylece kolonun küpünde 2 akış oluşturulur: 1 akış - üstten aşağı doğru akan sıvı (besleme bölgesi + sulamadan) 2 akış - kolonun tabanından yükselen buharlar.
Plakalardan aşağı akan alt sıvı, yüksek kaynama noktalı bir bileşenle zenginleştirilir ve buharlar, düşük kaynama noktalı bir bileşenle zenginleştirilir.
(I. A. Aleksandrov Düzeltme ve soğurma aparatları, Kimya, Moskova, 1971)
Hızaşırtılmış ürünün iki bileşenden oluşması durumunda, nihai ürünler kolonun üst kısmından ve alt kısımlarından çıkan distilattır (kolonun tabanından akan sıvı formdaki daha az uçucu bileşen). Çok sayıda fraksiyondan oluşan bir karışımın ayrılması gerekiyorsa durum daha da karmaşık hale gelir. Bu durumda resimde gösterilenlere benzer cihazlar kullanılır.
Çeşitler
Damıtma tesisleri çalışma prensibine göre periyodik ve sürekli olarak ikiye ayrılır. Sürekli ünitelerde ayrıştırılacak ham karışım kolona girer ve ayırma ürünleri sürekli olarak kolondan uzaklaştırılır. Parti birimlerinde, ayrılacak karışım aynı anda imbik içerisine yüklenir ve belirli bir nihai bileşime sahip ürünler elde edilene kadar rektifikasyon gerçekleştirilir.
İnşaatlar
Endüstriyel damıtma kolonları 80 metre yüksekliğe ve 6,0 metrenin üzerinde çapa ulaşabilir. Distilasyon kolonlarında plakalar, kimyasal terime adını veren kontak cihazı ve ambalaj olarak kullanılmaktadır. Kolonu dolduran ambalaj metal, seramik, cam ve çeşitli şekillerdeki diğer elemanlar olabilir. Bu elemanların gelişmiş yüzeyinde yoğuşma meydana gelir.
Normal çaplara göre kolon aparatları 0,4 m 0,6 m 0,8 m 1,0 m 1,2 m 1,4 m 1,6 m 1,8 m 2,0 m 2,2 m 2 ,4 m 2,6 m 2,8 m 3,0 m 3,2 m 3,4 m 3,6 çaplarda üretilmektedir. m 3,8 m 4,0 m 4,5 m 5,0 m 5,5 m 6,0 m 6,4 m 7,0 m 8,0 m
Edebiyat
I. A. Aleksandrov Düzeltme ve emme aparatları, Kimya, Moskova, 1971
| Damıtma | ||
|---|---|---|
| Teori | Raoult yasası Dalton yasası Konovalov yasaları Teorik plaka Kısmi basınç |  |
| Endüstride | Damıtma sütunu | |
| Laboratuvarda | döner buharlaştırıcı | |
| Çeşitler | Kuru damıtma Vakumlu damıtma Buhar damıtma | |
Wikimedia Vakfı. 2010.
Diğer sözlüklerde "Distilasyon sütunu"nun ne olduğunu görün:
Damıtma sütunu- [GOST 16332 70] Konu sütun ekipmanı ...
Damıtma sütunu- rektifikavimo kolona statusas T sritis chemija apibrėžtis Kolona, kurioje vyksta rektifikavimas. atitikmenys: ingilizce. düzeltme sütunu Damıtma sütunu … Chemijos terminų aiskinamasis žodynas
Damıtma sütunu- Rektifikavimo kolona statusas T sritis Energetika apibrėžtis Cihazlar, perskiriantis nevienodą virimo temperatūrą turinčių skysčių mišinius. Dažniausiai vartojama nuolatinio veikimo lėkštinė rektifikacinė kolona – cilindras, kurio viduje… … Işıklandırma ve Markalama Teknolojileri Terminolojileri
Damıtma sütunu- içinde sıvı buharlaşması ve buhar yoğunlaşması için cihazların bulunduğu plakaların bulunduğu dikey içi boş bir silindir şeklinde damıtma tesisi; Ayrıca bakınız: Ekstraksiyon sütunu Damıtma sütunu... Ansiklopedik Metalurji Sözlüğü
Damıtma sütunu- alkol sütunu ... Kimyasal eş anlamlılar sözlüğü I
ıslatılmış damıtma kolonu- yüzey temas sütunu - Konular petrol ve gaz endüstrisi Eş anlamlılar yüzey temas sütunu EN ıslak yüzey sütunu ... Teknik Çevirmen El Kitabı
damıtma kolonu (fraksiyonlara ayrılmış damıtma için)- — Konular petrol ve gaz endüstrisi EN parçalama kulesi… Teknik Çevirmen El Kitabı
damıtma sütunu Widmer- — Konular petrol ve gaz endüstrisi EN Widmer sütunu … Teknik Çevirmen El Kitabı
döner bantlı damıtma kolonu- — Konular petrol ve gaz endüstrisi EN döner bantlı damıtma kolonu… Teknik Çevirmen El Kitabı
Dönen eşmerkezli tüplere sahip damıtma kolonu- — Konular petrol ve gaz endüstrisi EN döner eşmerkezli tüp damıtma kolonu … Teknik Çevirmen El Kitabı