Specyfikacje.
- Co to jest papier ścierny
- Produkcja
- Formularz zwolnienia
- Cechowanie
- Rozszyfrowywanie ziarna
- Inne oznaczenia
- Fundacja
- Rodzaje ziarna według materiału
- Aplikacja
- Jak wybrać?
Papier ścierny, znany również jako papier ścierny, to nazwa papieru ściernego, ściernego stolarki, która nie ma dziś analogów. Materiał znajduje zastosowanie w różnych gałęziach przemysłu i życiu, od placu budowy po warsztat artystyczny.
Płótno szmerglowe przeznaczone jest do ręcznej i maszynowej obróbki powierzchni drewnianych, plastikowych, ceramicznych i metalowych w produkcji różnorodnych wyrobów w celu poprawy przyczepności elementów podczas klejenia lub przygotowania powierzchni do malowania.
Co to jest papier ścierny
Papier ścierny to materiał złożony, który składa się z:

Produkcja
Produkcja papieru ściernego została po raz pierwszy uruchomiona w Chinach w XIII wieku. Mistrzowie przyklejeni do pergaminu piasek rzeczny różnej wielkości, zmiażdżoną skałę muszlową, nasiona sadzić klejem agarowo-agarowym lub skrobią. Później wpadli na pomysł wykorzystania kruszonego szkła jako ścierniwa, skąd wziął się wygląd „szklanego papieru”.
Seryjna produkcja papieru ściernego rozpoczęła się w Londynie w 1833 roku, potem zaczęła się rozprzestrzeniać na całym świecie, technologia poprawiła się, a dziś widzimy najwięcej różne rodzaje ten produkt.
Etapy produkcji:
- Podłoże papierowe lub tkanina jest impregnowana polimerami, częściej lateksem gumowym.
- Klej nakłada się na przygotowaną bazę, podgrzaną do 30 ... 50 0 C.
- Ścierniwo o pożądanej frakcji nanosi się metodą masową.
- Półprodukt trafia do pieca do suszenia. Reżim temperaturowy zależy od rodzaju kleju, frakcji ziarna i innych czynników.
W ten sposób można w domu wykonać papier ścierny niskiej jakości, używając grubej tektury, okruchów z tarczy ściernej lub tłuczonego szkła, piasku.
Formularz zwolnienia
Gotowe produkty przechowuje się układając arkusze lub zwijając je w rolki. Wstęgi arkuszy mają wystarczającą sztywność, więc trudno je zginać. Papier ścierny w rolkach jest bardziej zwarty podczas przechowywania, jego frakcja i wielkość ziarna są mniejsze niż papieru ściernego w arkuszach.
Inne formy wydania:
- Siatka ścierna to rzadka tkanina o stałym ziarnie. Podczas szlifowania nawet najmniejsze cząsteczki kurzu przechodzą przez materiał i nie zatykają porów. Ta metoda pracy nazywana jest „szlifowaniem bezpyłowym”.
- Koła ścierne - drobnoziarnisty papier ścierny przycięty na kształt dyszy do urządzeń mechanicznych. Jego zadaniem jest oczyszczenie powierzchni metalu z rdzy i usunięcie starej powłoki.
- Papier ścierny o różnej ziarnistości, cięty w formie nasadek do elektronarzędzi z zapięciem na rzep lub do wykonanych otworów.
- Taśmy szlifierskie przeznaczone do napełniania szlifierek i maszyn.
Cechowanie
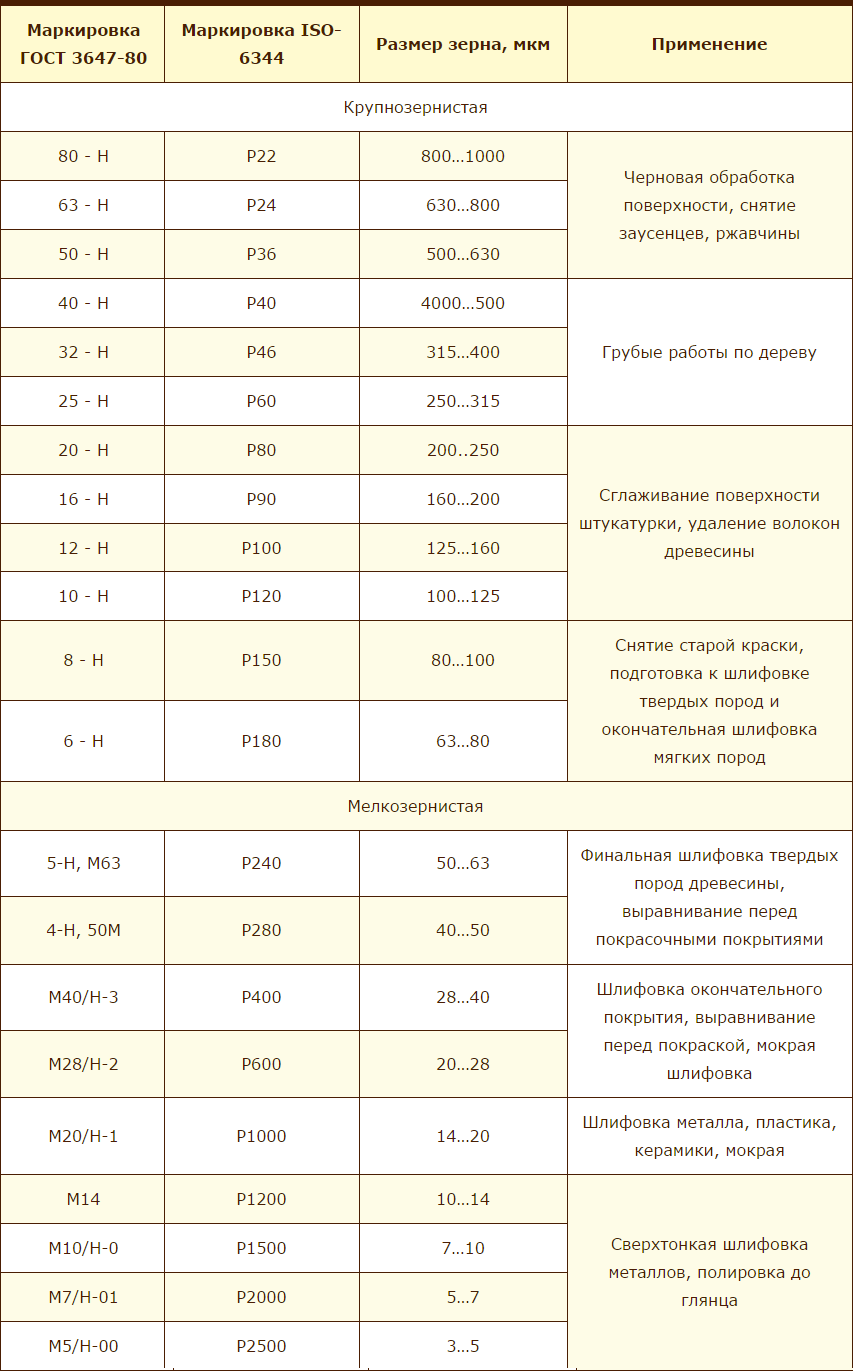
Oznaczenie papierem ściernym wskazuje frakcję i stężenie ścierniwa. Krajowy GOST 3647-80 określa liczbę ziaren o różnych rozmiarach na 1 jednostkę kwadratową, ale ta klasyfikacja jest uważana za przestarzałą. Dziś papier ścierny jest zgodny z międzynarodowymi normami ISO, to oznaczenie znajduje się z tyłu produktu. Należy zauważyć, że dane starego GOST i wartości międzynarodowych standardów nakładają się na siebie. Ich korespondencję można prześledzić w tabeli.
Główna różnica między starymi a nowymi standardami polega na różnym ruchu liczb w oznakowaniu:
- W GOST 3647-80 wartości wielkości ziarna i gęstości maleją, co jest dość logiczne;
- W nowej normie ISO 6344 (GOST 52318-2005) numer produktu wzrasta wraz ze spadkiem wartości w oznakowaniu.
Rozszyfrowywanie ziarna
Litera „P” w oznaczeniu wskazuje na ziarnistość. Im większa wartość za literą, tym drobniejsza część skóry. P400 to dobrze znane zero. P600…P2500 mają małe frakcje i prawie gładką powierzchnię, ich ziarnistość nie jest tak wyczuwalna w dotyku. Ten papier ścierny służy do wykańczania polerowania w przemyśle.
W starym GOST wszystko wyglądało inaczej. Na przykład 10-H: pierwsza cyfra oznacza, że na powierzchnię produktu nakłada się ścierniwo o wielkości odpowiadającej sicie o komórce 100 mikronów. Im mniejszy indeks, tym mniejszy rozmiar ekranu.
Inne oznaczenia
Rodzaje papieru ściernego różnią się składem podłoża i właściwościami ziaren. Ta informacja znajduje również odzwierciedlenie w oznakowaniu produktu.
- Litera „L” wskazuje formę arkusza produktu. Rolka nie jest w żaden sposób oznaczona.
- Litera „M” oznacza wodoodporny papier ścierny.
- Wyrób oznaczony literą „P” przeznaczony jest do mielenia suchych produktów bez kontaktu z wilgocią.
- „1” - ścierniwo do miękkich powierzchni, „2” - do twardych.
Aby wybrać szmergiel do określonego rodzaju pracy, należy wziąć pod uwagę nie tylko główną klasyfikację, ale także podaną informację, która znajduje się na odwrocie kartki.
Fundacja
Papier ścierny można wykonać na różnych materiałach:

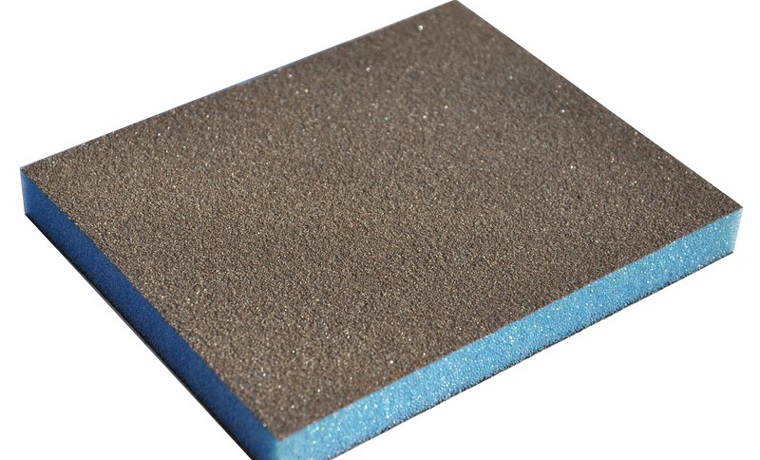
W sprzedaży można znaleźć papier z podkładem z gąbki. Ten dobrze przepuszcza kurz, nie boi się wilgoci i przez długi czas nadaje się do pracy ręcznej i mechanicznej.
Rodzaje ziarna według materiału
Ścierniwo produkowane jest na różnych podłożach:
- Węglik krzemu (karborund) nadaje się do pracy z twardymi powierzchniami wykonanymi z metalu, tworzywa sztucznego.
- Ziarna granatu są jednocześnie twarde i miękkie: taki papier ścierny jest w stanie usunąć nierówności z powierzchni drewna i uszczelnić włókna, dzięki czemu powłoka farby lub lakieru leży równomiernie.
- Z ceramiki wykonuje się gruboziarniste rodzaje papieru ściernego do wyrównywania drewna.
- Tlenek glinu to materiał o znacznej cenie, ale jego żywotność jest imponująca dla jego „rodaków”: miękkie kryształki pękają podczas szlifowania, wygładzając powierzchnię, ale na ich miejscu tworzą się mniejsze cząstki o tych samych ostrych krawędziach.
- Papier ścierny diamentowy jest najtwardszy i najdroższy. Prawie nie zużywa się, jest używany głównie do maszynowej obróbki wyrobów w przemyśle.
Aplikacja
- Papier ścierny do drewna w stolarstwie jest niezbędny podczas przygotowania powierzchni do malowania lub lakierowania.
- W budownictwie papier ścierny czyści zacieki na tynku i szpachli, włókna drzewne przed użyciem. Skóra pomaga również pozbyć się smug farby.
- Naprawa samochodów: usuwanie starej farby, przygotowanie powierzchni pod szpachlowanie, matowanie na połysk.
- W produkcji i naprawie mebli oraz w wielu innych branżach.
Jak wybrać?
Przy wyborze należy zwrócić uwagę nie tylko na koszt, ale także na cechy produktu.
GOST 13344-79
MIĘDZYNARODOWY STANDARD
SZLIFOWANIE SKÓRY
TKANINA WODOODPORNA
WARUNKI TECHNICZNE
WYDAWNICTWO NORMY IPK
Moskwa
MIĘDZYNARODOWY STANDARD
Data wprowadzenia 01.01.81
Norma ta dotyczy wodoodpornych płóciennych papierów ściernych przeznaczonych do obróbki ściernej różnych materiałów z użyciem i bez użycia chłodziwa na bazie wody, oleju, nafty itp.
1. TYPY I WYMIARY
1.1. Skórka szlifierska powinna być wykonana z rodzajów:
1 - do maszynowej i ręcznej obróbki drewna, tworzyw sztucznych, powłok lakierniczych i stopów o niskiej twardości;
2 - do maszynowej i ręcznej obróbki metali twardych i twardych oraz stopów.
1.2. (Usunięty, Rev. nr 1).
1.3. Skórka szlifierska powinna być wykonana z następujących rodzajów:
O - pojedyncza warstwa;
D - dwuwarstwowy.
Uwagi:
1. Na życzenie konsumenta dozwolone jest wytwarzanie rolek o szerokości większej niż 840 mm i długości większej niż 30 m.
2. Na zlecenie konsumenta produkcja jest dozwolona papier ścierny z innych gatunków i grysów materiałów mielących lub ich mieszanek.
Przykład symbolutkanina wodoodporna dwuwarstwowy papier ścierny typ 2, szer. 820 mm, dł. 20 m, na podkładzie z gładkiego, barwionego diagonalu obciążonego, zielony węglik krzemu gatunek 63C, grys 40-N i 25-P, na żywicy fenolowo-formaldehydowej:
D2 820 ´ 20 UG 63S 40-N/25-P SFZh GOST 13344-79
(Wydanie zmienione, Rev. No. 1, , ).
2. WYMAGANIA TECHNICZNE
2.1. Powłoka szlifierska powinna być wykonana ze zwykłego elektrokorundu o gatunkach 15A, 14A i 13A; białe gatunki elektrokorundu 25A, 24A i 23A; gatunki czarnego węglika krzemu 55C, 54C i 53C; zielone gatunki węglika krzemu 64C i 63C.
W przypadku skór o innych ziarnistościach łączna powierzchnia tych defektów nie powinna przekraczać 1% powierzchni rolki.
W rolce skór nie dopuszcza się krawędzi o szerokości większej niż 10 mm z wadami.
(Wydanie poprawione, Rev. nr 3).
2.7. (Wyłączony, Zmiana nr 1).
_________
* Patka. 2. (Usunięty, Rev. nr 1).
(Wydanie poprawione, Rev. nr 1).
Notatka . Wartości obciążenia zrywającego i wydłużenia tkanek nie ujęte w tabeli. , musi być nie mniejsza niż dla tkaniny P.
2.10. Wskaźniki wytrzymałości do mocowania ziaren ściernych podano w załączniku.
(Wydanie poprawione, Rev. nr 3).
2.11 - 2.12. (Wprowadzona dodatkowo poprawka nr 3).
3. ZASADY AKCEPTACJI
3.1. W celu kontroli zgodności naskórka ściernego z wymaganiami tej normy przeprowadzana jest kontrola odbiorcza oraz badania okresowe.
(Wydanie poprawione, Rev. nr 3).
3.3. Jeżeli podczas kontroli odbiorczej stwierdzona zostanie niezgodność z wymaganiami normy dla więcej niż jednego kontrolowanego wskaźnika, partia nie zostanie przyjęta.
W przypadku stwierdzenia niezgodności z wymaganiami normy dla jednego z kontrolowanych wskaźników, druga kontrola jest przeprowadzana na podwójnej liczbie rolek skór mielących. W przypadku wystąpienia wad w ponownym próbkowaniu partia nie jest przyjmowana.
(Wydanie poprawione, Rev. nr 3).
3.5. Badania okresowe należy przeprowadzać co najmniej raz w roku.
(Wydanie poprawione, Rev. nr 3).
4. METODY KONTROLI I BADAŃ
(Wydanie poprawione, Rev. nr 1,).
4.2. W załączniku podano metodę określania zdolności skrawania ścierniwa, naskórek, a także siły wiązania ziaren ściernych i współczynnika wodoodporności.
5. OZNAKOWANIE, PAKOWANIE, TRANSPORT I PRZECHOWYWANIE
5.1. Na nieczynnej powierzchni rolki należy wyraźnie zaznaczyć, nie więcej niż co 150 mm, w kierunku poprzecznym i wzdłużnym:
b) warunkowe oznaczenie papieru ściernego (bez oznaczeń typu, typu, wymiarów);
c) numer partii.
Uwagi .
1. (Usunięty, Rev. nr 1).
2. Na skórze dwuwarstwowej należy wskazać wielkość ziarna dolnej warstwy. Na przykład przy wytwarzaniu dwuwarstwowej skóry o ziarnistości 40-N / 25-P wskazana jest ziarnistość dolnej warstwy - 40-N.
(Wydanie zmienione, ks. 1, ).
5.2. Nawijanie papieru ściernego na rolki musi być ciasne i równe, zapobiegając powstawaniu zmarszczek, fałd i pomarszczonych obszarów.
Powierzchnia końcowa musi być równa, występy krawędzi nie mogą przekraczać 20 mm. Podczas montażu rolki na końcu wystające krawędzie nie powinny być pomarszczone o więcej niż 7 mm.
5.4. Zapakowana rolka musi być opatrzona etykietą lub pieczęcią wyraźnie zaznaczoną informacją:
a) znak towarowy producenta;
b) symbol skórek mielących;
c) data wydania i numer partii;
d) pieczęć kontroli technicznej.
Notatka. Rolka papieru ściernego wykonana z lakieru YAN-153 lub podobnych materiałów musi być oznaczona etykietą wskazującą warunki przechowywania i transportu.
(Wydanie poprawione, Rev. nr 1).
(Wydanie poprawione, Rev. nr 3).
2. (Wyłączony, Zmiana Numer 3).
DANE INFORMACYJNE
1. OPRACOWANE I WPROWADZONE przez Ministerstwo Przemysłu Maszynowego i Narzędziowego ZSRR
2. ZATWIERDZONE I WPROWADZONE Dekretem Państwowego Komitetu Norm ZSRR nr 3555 z dnia 13 września 1979 r.
3. WYMIEŃ GOST 13344-67
4. PRZEPISY REFERENCYJNE I DOKUMENTY TECHNICZNE
5. Usunięto ograniczenie okresu ważności zgodnie z protokołem nr 5-94 Międzypaństwowej Rady Normalizacyjnej, Metrologii i Certyfikacji (IUS 11-12-94)
6. WYDANIE (lipiec 2003) z poprawkami nr 1, 2, 3, zatwierdzone w lutym 1983, czerwcu 1985, lipcu 1989 (IUS 6-83, 9-85, 11-89)
Zatwierdzone i wprowadzone w życie
Dekret Państwowego Standardu ZSRR
z dnia 13 września 1979 N 3555
STANDARD STANU UNII SSR
WODOODPORNA SKÓRA DO SZLIFOWANIA
WARUNKI TECHNICZNE
Wodoodporna tkanina ścierna. Specyfikacje
GOST 13344-79
Grupa G25
OKP 39 8500
Zamiast GOST 13344-67
Data wejścia w życie
1 stycznia 1981
Opracowany i wprowadzony przez Ministerstwo Przemysłu Maszynowego i Narzędziowego ZSRR.
Deweloperzy: LA Grechko, V.I. mgr Dombrovsky Zajcewa, LA Kogan, V.S. Krawczenko, T.A. Krivtsova, A.A. Pylniew, E.S. Plotkina, V.A. Rybakow, SK Kalafonia.
Zatwierdzony i wprowadzony w życie dekretem Państwowego Komitetu Norm ZSRR z 13 września 1979 r. N 3555.
Termin pierwszej kontroli to rok 1989, częstotliwość kontroli to 5 lat.
Referencyjne dokumenty regulacyjne i techniczne
────────────────────────────────────────┬────────────────────────
────────────────────────────────────────┼────────────────────────
GOST 1051-73│1.4, dodatek 1
GOST 2228-81│5,3
GOST 3357-72│2,2
GOST 3647-80│2,4
GOST 6456-82│4.1
GOST 8273-75│5,3
GOST 19196-93│2,2
GOST 20907-75│2,3
GOST 27181-86│4.1
GOST 27595-88│5,12
Okres ważności został usunięty zgodnie z protokołem Międzynarodowej Rady Normalizacji, Metrologii i Certyfikacji (IUS 11-12-94).
Reedycja (kwiecień 1997) ze zmianami N 1, 2, 3, zatwierdzona w lutym 1983, czerwcu 1985, lipcu 1989 (IUS 6-83, 9-85, 11-89).
Norma ta dotyczy wodoodpornych płóciennych papierów ściernych przeznaczonych do obróbki ściernej różnych materiałów z użyciem i bez użycia chłodziwa na bazie wody, oleju, nafty itp.
1. TYPY I WYMIARY
1.1. Skórka szlifierska powinna być wykonana z rodzajów:
1 - do maszynowej i ręcznej obróbki drewna, tworzyw sztucznych, powłok lakierniczych i stopów o niskiej twardości;
2 - do maszynowej i ręcznej obróbki metali twardych i twardych oraz stopów.
1.2. (Usunięty, Rev. N 1.)
1.3. Skórka szlifierska powinna być wykonana z następujących rodzajów:
O - pojedyncza warstwa;
D - dwuwarstwowy.
1.4. Skórka szlifierska powinna być wykonana w rolkach, których wymiary i uziarnienie powinny odpowiadać podanym w tabeli. jeden.
Tabela 1
────────────────┬───────────┬───────────────────┬────────────────
Rodzaj szlifowania│Rozmiar ziarna│ Szerokość, mm (poprzednia │Długość, mm (poprzednia
skórki││ wyłączone +/- 15)│ wył. +/- 0,3)
O│50-M40│600; 725; 745; 775;│20; trzydzieści
││800; 820; 840│
────────────────┼───────────┼───────────────────┼────────────────
D│50-M40│725; 745; 775; 800;│20
││820; 840│
Notatki. 1. Na życzenie konsumenta dozwolone jest wytwarzanie rolek o szerokości większej niż 840 mm i długości większej niż 30 m.
2. Na życzenie konsumenta dozwolone jest wytwarzanie papieru ściernego z innych gatunków i wielkości ziarna materiałów ściernych lub ich mieszanin.
Przykład symbolu tkaniny wodoodpornej dwuwarstwowy papier ścierny typu 2, szer. 820 mm, dł. 20 m, na podłożu z tkaniny ze skośnego ważonego gładkiego barwionego, z zielonego węglika krzemu gatunek 63C, ziarnistość 40-N i 25-P, na żywicy fenolowo-formaldehydowej:
D2 820 x 20 UG 63S 40-N/25-P SFZh GOST 13344-79
(Wydanie zmienione, Rev. N 1, 2, 3.)
2. WYMAGANIA TECHNICZNE
2.1. Powłoka szlifierska powinna być wykonana ze zwykłego elektrokorundu o gatunkach 15A, 14A i 13A; białe gatunki elektrokorundu 25A, 24A i 23A; gatunki czarnego węglika krzemu 55C, 54C i 53C; zielone gatunki węglika krzemu 64C i 63C.
2.2. Do produkcji papieru ściernego powinny być tkaniny według GOST 3357, GOST 19196, specjalny mocny skośny (SP), średni skośny N 1 jednokolorowy (S1G), ważony skośny (UG), półpodwójny jednokolorowy (P) używany.
Notatki. 1. Dopuszcza się stosowanie innych tkanin, w tym włókien syntetycznych.
2. Jeżeli tkanina nie posiada ustalonego symbolu, dopuszcza się oznaczenie artykułu z tkaniny w symbolu skóry.
2.3. Materiał szlifierski musi być mocno związany z podłożem za pomocą żywic fenolowo-formaldehydowych SFZh-3038 i SFZh-3039 zgodnie z GOST 20907, klasa lakieru YAN-153 zgodnie z dokumentacją regulacyjną i techniczną (NTD).
Notatka. Dopuszcza się stosowanie innych spoiw pod względem właściwości fizykomechanicznych nie gorszych niż wskazane.
2.4. Skład ziarna materiałów mielących - zgodnie z GOST 3647 ze wskaźnikami P i N.
Notatka. Na żądanie konsumenta dozwolone jest stosowanie materiałów mielących o zawartości głównej frakcji 65% lub więcej.
2.5. (Usunięty, Rev. N 3.)
2.6. Na powierzchni roboczej papieru ściernego całkowita powierzchnia zmarszczek, fałd, obszarów bez ziaren ściernych, wypełnionych spoiwem, nie powinna przekraczać 0,5% powierzchni rolki dla wielkości ziaren 25 i 20.
W przypadku skór o innych ziarnistościach łączna powierzchnia tych defektów nie powinna przekraczać 1% powierzchni rolki.
W rolce skór nie dopuszcza się krawędzi o szerokości większej niż 10 mm z wadami.
(Wydanie zmienione, Rev. N 3.)
2.7. (Usunięty, Rev. N 1.)
Patka. 2. (Usunięty, Rev. N 1.)
2.8. Nierówna grubość papieru ściernego powinna odpowiadać wartościom podanym w tabeli. 3.
Tabela 3
─────────────────────────────────┬───────────────────────────────
Wielkość ziarna (Nierówność grubości, mm, nie)
─────────────────────────────────┼───────────────────────────────
8 i mniejsze│0,05
(Wydanie zmienione, Rev. N 1.)
2.9. Wytrzymałość na rozciąganie i wydłużenie suchego na powietrzu papieru ściernego musi odpowiadać wartościom podanym w tabeli. cztery.
Tabela 4
─────────────────┬─────────────────────────┬─────────────────────
oznaczenie tkaniny (mniej, w kierunkach, wzdłużnie)
├──────────────┬───────────┤ kierunek, %, nie
│wzdłużne│poprzeczne│więcej
─────────────────┼──────────────┼──────────┼─────────────────────
JV│1764│784│3
С1Г│1127│230│7
UGP│1372│353│8
П│980│588│9
Notatka. Wartości obciążenia zrywającego i wydłużenia tkanek nie ujęte w tabeli. 4, musi być nie mniejsza niż dla tkaniny P.
2.10. Wskaźniki wytrzymałości do mocowania ziaren ściernych podano w Załączniku 2.
2.9, 2.10. (Wydanie zmienione, Rev. N 3.)
2.11. Zdolność cięcia papieru ściernego w warunkach szlifowania określonych w dodatku 1 musi odpowiadać wartościom określonym w tabeli. 5.
Tabela 5
───────────────┬─────────────────────────────────────────────────
Wielkość ziarna (Zdolność cięcia, mm3/min, nie mniej niż)
├───────────────────────────────┬─────────────────
(węglik krzemu, elektrokorund)
───────────────┼───────────────────────────────┼─────────────────
2.12. Współczynnik wodoodporności (stosunek skrawalności papieru ściernego nasączonego wodą do skrawalności suchego papieru ściernego) musi wynosić co najmniej 0,75.
2.11, 2.12. (Wprowadzony dodatkowo, Rev. N 3.)
3. ZASADY AKCEPTACJI
3.1. W celu kontroli zgodności naskórka ściernego z wymaganiami tej normy przeprowadzana jest kontrola odbiorcza oraz badania okresowe.
(Wydanie zmienione, Rev. N 3.)
3.2. Kontrola odbioru pod kątem zgodności z wymaganiami ust. 1.4 (pod względem wymiarów) i 2.6 należy poddać co najmniej 1% rolek papieru ściernego z partii, ale nie mniej niż 3 sztuki, zgodnie z pkt. 2,11 - 0,1%, ale nie mniej niż 3 szt.
Partia musi składać się z rolek skór o tych samych właściwościach, wykonanych w ciągu jednej zmiany i jednocześnie przedstawionych do przyjęcia zgodnie z jednym dokumentem.
3.3. Jeżeli podczas kontroli odbiorczej stwierdzona zostanie niezgodność z wymaganiami normy dla więcej niż jednego kontrolowanego wskaźnika, partia nie zostanie przyjęta.
W przypadku stwierdzenia niezgodności z wymaganiami normy dla jednego z kontrolowanych wskaźników, druga kontrola jest przeprowadzana na podwójnej liczbie rolek skór mielących. W przypadku wystąpienia wad w ponownym próbkowaniu partia nie jest przyjmowana.
(Wydanie zmienione, Rev. N 3.)
3.4. Produkty (jeden z rozmiarów rolek), które przeszły kontrolę akceptacyjną, powinny być poddawane okresowym testom pod kątem zgodności z wymaganiami pkt. 2.8 i 2.12 nie mniej niż 0,5% partii rolek, ale nie mniej niż 3 szt., zgodnie z pkt 2.9 - nie mniej niż 0,5% rolek papieru ściernego o uziarnieniu 40/25; 40; 25; osiem; 5 i 4, ale nie mniej niż 3 sztuki, zgodnie z punktem 2.9 - na wszystkich rodzajach tkanin.
(Wydanie zmienione, Rev. N 1, 3.)
3.5. Badania okresowe należy przeprowadzać co najmniej raz w roku.
(Wydanie zmienione, Rev. N 3.)
4. METODY KONTROLI I BADAŃ
4.1. Metody testowania - zgodnie z GOST 6456.
Kontrola wytrzymałości na rozciąganie i wydłużenia - zgodnie z GOST 27181.
(Wydanie zmienione, Rev. N 1, 3.)
4.2. Sposób określania zdolności skrawania naskórka ściernego, a także wytrzymałości utrwalania ziaren ściernych i współczynnika wodoodporności podano w Załączniku 1.
5. OZNAKOWANIE, PAKOWANIE, TRANSPORT I PRZECHOWYWANIE
5.1. Na nieczynnej powierzchni rolki należy wyraźnie zaznaczyć, nie więcej niż co 150 mm, w kierunku poprzecznym i wzdłużnym:
a) znak towarowy producenta;
b) warunkowe oznaczenie papieru ściernego (bez oznaczeń typu, typu, rozmiaru);
c) numer partii.
Notatki.
2.1. (Usunięty, Rev. N 1.)
2. Na skórze dwuwarstwowej należy wskazać wielkość ziarna dolnej warstwy. Na przykład przy wytwarzaniu dwuwarstwowej skóry o ziarnistości 40-N / 25-P wskazana jest ziarnistość dolnej warstwy - 40-N.
(Wydanie zmienione, Rev. N 1, 3.)
5.2. Nawijanie papieru ściernego na rolki musi być ciasne i równe, zapobiegając powstawaniu zmarszczek, fałd i pomarszczonych obszarów.
Powierzchnia końcowa musi być równa, występy krawędzi nie mogą przekraczać 20 mm. Podczas montażu rolki na końcu wystające krawędzie nie powinny być pomarszczone o więcej niż 7 mm.
5.3. Rolki papieru ściernego muszą być owinięte papierem zgodnie z GOST 8273 i GOST 2228 lub innymi materiałami opakowaniowymi. Warstwy papieru do pakowania powinny bezpiecznie zamykać końce rolek i zapewniać zachowanie rolek skóry podczas transportu.
(Wydanie zmienione, Rev. N 3.)
5.4. Zapakowana rolka musi być opatrzona etykietą lub pieczęcią wyraźnie zaznaczoną informacją:
a) znak towarowy producenta;
b) symbol skórek mielących;
c) data wydania i numer partii;
d) pieczęć kontroli technicznej.
Notatka. Rolka papieru ściernego wykonana z lakieru YAN-153 lub podobnych materiałów musi być oznaczona etykietą wskazującą warunki przechowywania i transportu.
(Wydanie zmienione, Rev. N 1.)
5,5 - 5,11. (Wyłączone, Rev. N 3.)
5.12. Inne wymagania dotyczące etykietowania i pakowania, a także transportu i przechowywania - zgodnie z GOST 27595.
(Wprowadzony dodatkowo, Rev. N 3.)
Sekcja 6. (Usunięty, Rev. N 3.)
Załącznik 1
Obowiązkowe
METODA OKREŚLANIA ZDOLNOŚCI CIĘCIA,
WSKAŹNIKI WYTRZYMAŁOŚCI ZAKOTWIENIA ZIARNA ŚCIERNEGO
I WSPÓŁCZYNNIK WODOODPORNOŚCI
1. Sprzęt i materiały
1.1. Urządzenie do testowania PSSH-3.
1.2. Wagi techniczne z błędem ważenia nie większym niż 0,01 g.
1.3. Próbki papieru ściernego o długości 680 mm i szerokości 20 mm.
1.4. Pręt wykonany ze kalibrowanej stali gatunku 45 według GOST 1051 o średnicy 10 mm i długości 250 - 300 mm.
(Wydanie zmienione, Rev. N 1.)
2. Przygotowanie do testu
2.1. Rozerwij i zważ próbkę papieru ściernego.
2.2. Umocuj próbkę papieru ściernego na metalowym krążku o średnicy 100 mm i prętem szlifierskim w uchwycie uchwytu.
Szlifowany pręt musi być nachylony w kierunku przeciwnym do obrotu tarczy tak, aby koniec pręta po szlifowaniu był płaski. W tym celu przeprowadza się szlifowanie papierem ściernym o uziarnieniu 12 z normalnego elektrokorundu przez 15 s przy obciążeniu promieniowym 19,6 N, częstotliwości obrotu pręta 36 , prędkości szlifowania 15 m/s.
2.1, 2.2. (Wydanie zmienione, Rev. N 1.)
3. Testowanie
3.1. Ustaw tryby testowe wskazane w tabeli.
───────────┬────────┬────────┬───────────┬─────────┬─────────────────
Wielkość ziarna │Prędkość │Częstotliwość │Promieniowy │Kontynuacja
niya, m/s│pręt,││cykl│usuwanie metalu dla
││-1││szlifowanie - │cykl, mm
min││niya, s│
───────────┼────────┼────────┼───────────┼─────────┼─────────────────
cztery; 5; M63; │15│36│19,6│60│0,2
M50; М40│││││
───────────┤│├───────────┤│
6; 8│││29,4││
───────────┤│├───────────┼─────────┼─────────────────
10 - 16│││39,2│40│0,5
20 - 50│││44,1│20│
───────────┤│├───────────┼─────────┤
40/25│││68,6│10│
(Wydanie zmienione, Rev. N 3.)
3.2. Wykonaj szlifowanie.
3.3. Zmierz długość odcinka uziemienia pręta suwmiarką z noniuszem z błędem 0,05 mm.
3.4. Schłodzić pręt do temperatury pokojowej lub wymienić na inny.
3.5. Powtórz operacje zgodnie z paragrafami. 3.2 - 3.4 aż do osiągnięcia kryterium odporności na zużycie papieru ściernego zgodnie z tabelą.
3,2 - 3,5. (Wydanie zmienione, Rev. N 1.)
3.6. Usuń i zważ próbkę papieru ściernego.
4. Przetwarzanie wyników badań
4.1. Wydajność skrawania Q, mm3/min, określa wzór
Q=,
gdzie jest długość pręta odniesienia dla pierwszego cyklu szlifowania, mm;
t to czas trwania cyklu szlifowania, s.
4.2. Wskaźnik wytrzymałości wiązania ziaren ściernych naskórka K, mm/g, określa wzór
K = ,
gdzie jest długość pręta odniesienia uziemienia, mm;
n to liczba cykli do osiągnięcia kryterium trwałości;
Różnica między masami próbki papieru ściernego przed i po badaniu, g
4.3. Jako średnią arytmetyczną z trzech badań określa się siłę cięcia i wskaźnik wytrzymałości ziarna ściernego.
4.1 - 4.3. (Wydanie zmienione, Rev. N 1.)
4.4. Współczynnik wodoodporności określa się na podstawie badania suchej próbki papieru ściernego oraz próbki skóry, trzymanej w wodzie o temperaturze (60 +/- 3)°C przez 2 godziny.
(Wprowadzony dodatkowo, Rev. N 1.)
Załącznik 2
Odniesienie
WSKAŹNIKI WYTRZYMAŁOŚCI ZAKOTWIENIA ZIARNA ŚCIERNEGO
I WSPÓŁCZYNNIK WODOODPORNOŚCI SKÓRY
1. Wskaźniki siły mocowania ziaren ściernych papieru ściernego (stosunek usuniętego materiału pręta odniesienia do masy zniszczonej warstwy roboczej do podłoża) muszą odpowiadać wartościom podanym w tabeli.
──────────────┬──────────────────────┬─────────────────────────────
Rodzaj rozdrabniania-│wielkość ziarna│ wskaźnik wytrzymałości K, mm/g,
materiał (dla rodzajów papieru ściernego)
│├───────────────┬─────────────
Elektrokorund │4; 5; M63; M50; М40│1,3 - 4,1│4,1 - 25,0
│6; 8│1,1 - 3,8│3,8 - 16,0
├──────────────────────┼───────────────┼─────────────
│10; 12; 16│1,0 - 3,3│3,3 - 15,0
├──────────────────────┼───────────────┼─────────────
│20; 25; 32; 40; 50│0,8 - 2,1│2,1 - 14,0
──────────────┼──────────────────────┼───────────────┼─────────────
węglik krzemu│4; 5; M63; M50; М40│1,8 - 11,0│11,0 - 53,0
├──────────────────────┼───────────────┼─────────────
│6; 8│1,6 - 5,7│5,7 - 28,0
├──────────────────────┼───────────────┼─────────────
│10; 12; 16; 20; 25; 32│0,2 - 2,7│2,7 - 14,0
├──────────────────────┼───────────────┼─────────────
│40; 50│0,3 - 1,1│1,1 - 11,0
├──────────────────────┼───────────────┼─────────────
│40/25│-│0,5 - 5,0
(Wydanie zmienione, Rev. N 3.)
2. (Usunięty, Rev. N 3.)
UKD 621.921.6.024:006.354 Grupa G25
MIĘDZYNARODOWY STANDARD
SKANOWANIE TKANIN I PAPIERU SKÓRY
Specyfikacje
Tkanina ścierna. Specyfikacje
Data wprowadzenia 01.01.83
Norma ta dotyczy płóciennego papieru ściernego przeznaczonego do obróbki ściernej różnych materiałów bez chłodzenia lub przy użyciu chłodziw na bazie oleju, nafty, spirytusu mineralnego.
1. TYPY I WYMIARY
1.1. Skóra powinna być wykonana z typów:
1 - do maszynowej obróbki materiałów niemetalicznych, metali i stopów o niskiej twardości oraz ręcznej obróbki różnych materiałów;
2 - do maszynowej i ręcznej obróbki materiałów twardych i bardzo lepkich.
1.2. Skóra powinna być produkowana w rolkach, których wymiary podano w tabeli. jeden.
* Dla szerokości do 830 mm ziarnistość 63-32 i szerokości powyżej 830 mm ziarnistość 32-12. oraz Dla szerokości do 830 mm, ziarno mniejsze niż 32 i szerokości powyżej 830 mm, ziarno mniejsze niż 12.
Na mz hi i e. Na zamówienie konsumenta dozwolona jest produkcja rolek o innych rozmiarach.
1.3. Skóra powinna być wykonana z następujących rodzajów warstwy roboczej:
C - stały;
R - tłoczone.
1.4. Projekty i wymiary warstwy roboczej reliefu muszą odpowiadać tym wskazanym na rysunku i w tabeli. 1a.
£) Wydawnictwo Standards, 1982 ® Wydawnictwo IM K Standards, 2002

1.5. Odchylenie od równoległości linii tworzących relief musi mieścić się w tolerancji na krok reliefu.
Przykład symbolu płóciennego papieru ściernego typ 2, z tłoczoną warstwą roboczą o szerokości 830 mm. 50 m długości, na średnim skośnym nr 2 ciężkim, z białego elektrokorundu gat. 24A, granulacja 40-N, na kleju skórnym:
Notatka. Na życzenie konsumenta dozwolone jest wytwarzanie skórek z materiałów mielących innych marek lub ich mieszanek.
(Wydanie zmienione, ks. K? 1, 2).
2.3. Do produkcji skór jako podstawę należy stosować tkaniny bawełniane zgodnie z GOST 3357 zgodnie z tabelą. 3.
Weźmy a i ja:
1. Dopuszcza się stosowanie innych tkanin, w tym wykonanych z włókien syntetycznych, których właściwości fizyczne i mechaniczne nie są gorsze od wskazanych.
2. Jeżeli tkanina nie posiada ustalonego symbolu, dopuszczalne jest wskazanie jej numeru artykułu w symbolu skóry.
(Wydanie poprawione, Rev. nr 2).
2.4. Skóra powinna być wykonana z materiałów ściernych o uziarnieniu wskazanym w tabeli. cztery.
(Wydanie poprawione, Rev. No. I, 2).
2.5. Materiał szlifierski należy połączyć z podłożem za pomocą kleju skórnego zgodnie z GOST 3252 lub innymi wiązaniami zgodnie z branżową dokumentacją normatywno-techniczną.
Notatka. Do pakietu można wprowadzać barwniki lub pigmenty barwiące.
2.6. Skład ziarna surowców jest zgodny z GOST 3647.
2.7. (Skreślony, Rev. nr 2).
2.7. J. Na powierzchni roboczej skóry z ciągłą warstwą roboczą całkowita powierzchnia zmarszczek, fałd, obszarów bez ziaren ściernych, wypełniona pęczkiem. nie powinna przekraczać 0,5% powierzchni rolek.
R i m z n iz. W porozumieniu z konsumentem łączna powierzchnia wskazanych wad nie może przekraczać 1% powierzchni rolki.
2.7.2. W rolce skór nie dopuszcza się krawędzi o szerokości większej niż 10 mm z wadami.
2.7.1, 2.7.2.
2.7.3. Wymóg dotyczący powierzchni roboczej skóry z wypukłą warstwą roboczą jest zgodny z GOST 6456.
2.N. Nierówności grubości skóry nie powinny przekraczać wartości podanych w tabeli 5.
2.9. Wytrzymałość na rozciąganie i wydłużenie skóry powinny odpowiadać wartościom podanym w tabeli. 6.
(Wydanie poprawione, Rev. nr 2).
2.10. Podane zużycie skóry powinno odpowiadać wartościom określonym w tabeli. 7.
2.11. Wilgotność skóry powinna wynosić 2-8%.
2.12. Wskaźnik wytrzymałości mocowania ziaren ściernych skór elektrokorundowych K (stosunek usuniętego materiału pręta odniesienia do masy zniszczonej lo podstawy warstwy roboczej) musi odpowiadać wartościom określonym w tabeli. 7a.
(Wydanie poprawione, Rev. nr 1).
2.13. Współczynnik nanoszenia ścierniwa na bazie dla skóry z reliefową warstwą roboczą powinien wynosić 0,35-0,80.
(Dodatkowo ks. I).
2.14. Zdolność do cięcia skóry w warunkach testowych określonych w dodatku 2 musi odpowiadać wartościom określonym w tabeli. 76.
|
Tabela 76 |
||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||
|
Notatka. Zdolność cięcia skóry wykonanej z cienkich materiałów klas F14A i FI ZA powinna być o 3% większa niż wskazano w tabeli. 76. |
(Wydanie poprawione, Rev. nr 2).
3. ZASADY AKCEPTACJI
3.1. Należy przeprowadzić inspekcję odbiorową i okresowe badania w celu sprawdzenia, czy skóra jest zgodna z wymaganiami niniejszej normy.
3.2. Kontrola odbioru pod kątem zgodności z wymaganiami ust. 1.2, 2.7.1-2.7.3 musi poddać co najmniej 1% rolek skór z partii, ale nie mniej niż 3 sztuki, zgodnie z pkt. 1.4, 1.5, 2.10. 2,12 i 2,14 - 0,1%, ale nie mniej niż 3 szt.
3.1. 3.2. (Wydanie poprawione, ks. I).
3.2.1. Partia musi składać się ze skór o tych samych właściwościach, wykonanych w ciągu jednej zmiany i jednocześnie przedstawionych do akceptacji zgodnie z jednym dokumentem.
3.3. Jeżeli podczas kontroli odbiorczej stwierdzona zostanie niezgodność z wymaganiami normy dla więcej niż jednego kontrolowanego wskaźnika, partia nie zostanie przyjęta.
(Wydanie poprawione, Rev. nr 1).
3.3.1. W przypadku stwierdzenia niezgodności z wymaganiami normy dla jednego z kontrolowanych wskaźników, przeprowadza się powtórną kontrolę na podwójnej liczbie rolek skóry.
W przypadku wystąpienia wad w ponownym próbkowaniu partia nie jest przyjmowana.
(Wprowadzony dodatkowo, ks. nr 1).
3.4. Produkty (jeden z rozmiarów rolek), które przeszły kontrolę odbiorową (zgodnie z pkt 3.2), powinny być poddawane okresowym badaniom na zgodność z wymaganiami pkt. 2,8 i 2,13 - 0,5% rolek, ale nie mniej niż 3 sztuki, ust. 2.9 i 2.11 - 0,5% rolek skór o ziarnistości 80, 40, 8, 5 i M40, ale nie mniej niż 3 sztuki, pozycja 2.9 - skóry na bazie wszystkich typów.
(Wydanie poprawione, Rev. nr 1).
3.5. Badania okresowe należy przeprowadzać co najmniej raz w roku.
(Wydanie poprawione, Rev. nr 2).
4. METODY KONTROLI I BADAŃ
4.1. Zmniejszone zużycie skóry (stosunek ziarnistości skóry do jej złuszczania) określa się na instrumencie KZSH VNIIASH przez pocieranie skóry o skórę przez 2 minuty przy sile 49 N.
(Wydanie poprawione, Rev. nr 1).
4.1.1. Inne warunki testowe - zgodnie z GOST 6456.
4.2. Oznaczanie wytrzymałości na rozciąganie i wydłużenia skóry przeprowadza się zgodnie z GOST 3813, z wyjątkiem punktu 1.2, w temperaturze otoczenia. Do badań pobierane są próbki o wymiarach roboczych 50 x 200 mm.
Wydłużenie jest kontrolowane przy wartościach siły zrywającej podanych w tabeli. 6.
(Wydanie zmienione, ks. nr 1, 2).
4.3. Oznaczenie zdolności cięcia i wskaźników wytrzymałości utrwalania ziaren ściernych skór elektrokorundowych podano w załączniku 2; określenie zdolności cięcia skór krzemiennych - zgodnie z GOST 6456.
4.4. Wymiary i wygląd powierzchni roboczej, nierówności grubości i wielkość określa się zgodnie z GOST 6456.
(Wydanie poprawione, Rev. nr 1).
4.5. Próbki do kontroli zgodnie z pkt. 4.1-4.4 są pobierane z dowolnego miejsca rolki, oddalonego od końca rolki lub krawędzi nie mniejszych niż 10 mm. Wartość wskaźników wg ust. 4.1. 4.2, nierówności grubości i wilgotności są obliczane jako średnia arytmetyczna wyników trzech oznaczeń.
4.6. Obliczenie współczynnika nałożenia shlnmateriału na podstawie K i podano w dodatku 3.
(Wprowadzony dodatkowo, ks. nr 1).
5. OZNAKOWANIE, PAKOWANIE, TRANSPORT I PRZECHOWYWANIE
5.1. Na powierzchni nieroboczej wałka licówki należy nałożyć co (235 ± 20) mm w kierunku wzdłużnym i co (200 ± 20) mm w kierunku poprzecznym:
Znak towarowy producenta:
Konwencjonalne oznaczenie (z wyjątkiem typu);
Numer partii.
Przyjmijmy n oraz i:
1. W przypadku stosowania mieszanki materiałów szlifierskich w symbolu należy zaznaczyć markę głównego materiału szlifierskiego. przy użyciu mieszanki rozmiarów ziarna - główny rozmiar ziarna.
2. W porozumieniu z konsumentem nie można stosować wymiarów rolki.
(Wydanie zmienione, ks. nr 1, 2).
5.2. Oznaczenia linków:
Klej Mezdrovy - M;
Więzadło kombinowane - K.
5.3. Nawijanie skór na rolki powinno być równą i gęstą warstwą roboczą na zewnątrz, nie dopuszczając do powstawania zmarszczek, fałd i pogniecionych miejsc.
Powierzchnia końcowa rolki musi być równa, występy krawędzi rolki o szerokości do 830 mm nie powinny przekraczać 20 mm. ponad 830 mm szerokości - 30 mm.
(Wprowadzona dodatkowo poprawka nr 2).
ust. 6. (Wyłączone Rev. nr 1).
DODATEK I. (Usunięty. Rev. nr 1).
DODATEK 2 Obowiązkowe
SPOSÓB OKREŚLANIA ZDOLNOŚCI CIĘCIA I SIŁY MOCOWANIA ZIAREN ŚCIERNYCH
1. Sprzęt i materiały
1.1. Urządzenie do testowania PSSH-3.
1.2. Wagi techniczne z błędem ważenia nie większym niż 0,01 g.
1.3. Próbki skóry o długości 680 mm i szerokości 20 mm.
1.4. Pręt wykonany ze kalibrowanej stali gatunku 45 według GOST 1051 o średnicy 10 mm i długości 250-300 mm.
2. Przygotowanie do testu
2.1. Prokromkovyvayut i zważyć skórki.
2.2. Próbkę skóry mocuje się na metalowym krążku o średnicy 100 mm i polerowanym pręcie w uchwycie kasety. Pręt powinien być pochylony w kierunku obrotu dysku tzw. aby koniec pręta po szlifowaniu był płaski. W tym celu szlifowanie odbywa się papierem ściernym o uziarnieniu 12 ze zwykłego elektrokorundu przez 15 s przy sile promieniowej 19,6 N. Prędkość obrotowa pręta wynosi 36 min * prędkość szlifowania 15 m/s.
3. Testowanie
3.1. W celu określenia zdolności skrawania skóry pręt szlifowany jest w następującym trybie: siła promieniowa - 9,8 N, czas szlifowania - 1 min, prędkość szlifowania - 15 m/s, prędkość obrotowa pręta - 36 min -
3.2. Długość odcinka szlifowanego pręta mierzy się suwmiarką z błędem 0,05 mm.
3.3. D "1. określenie wskaźnika wytrzymałości mocowania ziaren ściernych, pręt jest chłodzony do temperatura pokojowa lub wymień na inny.
3.4. Pręt szlifowany jest w trybie wskazanym w tabeli.
|
ZIARNO |
Prędkości szlifowania. |
Częstotliwości i irashenka ciepxttii. min |
siła promieniowa. H |
Cykl P rololzh i tel mnkt, C |
Żywotność narzędzia KptiTcpiiik - minimalne usuwanie metalu na nikiel, mm |
| gdzie q. - długość pręta odniesienia uziemienia, mm; n to liczba cykli do osiągnięcia kryterium trwałości; D jest różnicą mas próbki papieru ściernego przed i po badaniu, g. 4.3. Jako średnią arytmetyczną z wyników trzech badań określa się siłę cięcia i wskaźnik wytrzymałości przyczepności ziaren ściernych. DODATEK 3 Obowiązkowe OBLICZANIE WSPÓŁCZYNNIKA STOSOWANIA MATERIAŁU ŚCIERNEGO NA PODSTAWIE Współczynnik nałożenia ścierniwa na bazę K oraz (stosunek powierzchni podłoża z naniesionym ścierniwem do jego całkowitej powierzchni) oblicza się ze wzorów: Dla wersji 1 gdzie tyah jest maksymalną szerokością reliefu, mm. fmux - maksymalny krok odciążenia, mm; Dla wersji 2 Dla wersji 3 A n,.i\ 1 ~ f rn.n ~ Ya-n.,-. " jeden Dla wersji 4 gdzie mla - minimalna szerokość reliefu, mm; f min - minimalny stopień odciążenia. mm. Osoby. nr 1)2354 lub 14.07.2000. Przekazany do zestawu 12.10.2001. Podpisany i ostemplowany 26.12.2001. Uel. piekarnik l. 1.40. Uch.-wyd. 0,97. Nakład 127 równ.*. Od 3253 r. Prawo. 1168. Producent NPK I standardów. 107076. Moskwa, pas Kolodeimui. Wpisane i wydrukowane w IPC Ustanowienie standardów |
Narzędzie Flex
papier ścierny- narzędzie ścierne na elastycznej podstawie z osadzoną na nim warstwą lub kilkoma warstwami materiału ściernego, przymocowane wiązką. Wykonywana jest na podłożu tkaninowym lub papierowym, stosowana w postaci arkuszy, taśm, dysków, kółek, stożków, ściernic listkowych itp. Przeznaczona jest do obróbki ściernej różnych materiałów bez chłodzenia iz użyciem chłodziwa.
Fundacja
W zależności od przeznaczenia skóry ściernej i wymagań dotyczących wytrzymałości podczas pracy, bawełna, tkaniny mieszane (osnowa - bawełna, wątek - nić przemysłowa wiskozowa), syntetyczne (nylon, lavsan), papier, włókno, baza kombinowana (tkanina + papier) są wykorzystywane do jego produkcji.
Skórki papierowe (GOST 6456-82, GOST 10054-82)
Zgodnie z GOST 6456-82 rosyjskie przedsiębiorstwa produkcyjne używają następujące typy podstawy papierowe (GOST 18277, GOST 10127) do produkcji skór ściernych:
Za pomocą GOST 10054-82 do produkcji papier odporny na wilgoć; papier ścierny wykorzystuje następujące podłoża:
Notatka:
Niemieckie przedsiębiorstwa stosują następujące rodzaje baz papierowych:
- klasa A - bardzo cienka (70 g/m2);
- klasa B - cienka (100 g/m2);
- klasa C - średnia (120 g/m2);
- klasa D - gruba (150 g/m2);
- klasa E - bardzo gruba (220 g/m2);
Skórki na bazie tkaniny (GOST 5009-82, GOST 13344-79)
Najczęściej używane przez producentów ze wszystkich krajów jako baza papierów ściernych są wysokowytrzymałe gatunki tkanin bawełnianych. Materiały syntetyczne są używane znacznie rzadziej, ponieważ. mają tendencję do nierównomiernego rozciągania się i utraty elastyczności.
Rosyjskie przedsiębiorstwa produkcyjne stosują następujące rodzaje baz bawełnianych zgodnie z GOST 3357:
|
Nazwa tkaniny |
Symbol |
|
Bardzo jasny, gładki, skośny skośny | |
|
Światło skośne nr 1 poważne | |
|
Lekki skośny nr 2 gładki barwiony | |
|
Skośny średni №1 ciężki | |
|
Średni skośny №1 gładki barwiony | |
|
Skośny ważony №1 surowy | |
|
Twill ważony nr 1 gładki barwiony i ja | |
|
Twill szczególnie lekki surowy | |
|
Światło skośne nr 2 poważne | |
|
Średni skośny №2 surowy | |
|
Twill ważony nr 2 ciężki |
Do produkcji wodoodpornych skór z tkaniny szlifierskiej stosuje się tkaniny zgodnie z GOST 3357, GOST 19196:
Notatka:
GOST d pomija się stosowanie innych tkanin, w tym syntetycznych, których właściwości nie są gorsze od wskazanych.
W zależności od warunków i wymagań dotyczących eksploatacji papier ścierny produkowany jest w następujących rodzajach: wodoodporny i wodoodporny.
Rodzaje skóry
W zależności od przeznaczenia papiery ścierne niewodoodporne i wodoodporne na różnych podłożach produkowane są w dwóch rodzajach:
Tkanina niewodoodporna zgodnie z GOST 5009-82
Typ 1- do maszynowej obróbki materiałów niemetalicznych, metali i stopów o niskiej twardości oraz do ręcznej obróbki różnych materiałów;
Wpisz 2- do maszynowej i ręcznej obróbki materiałów twardych i silnie lepkich.
Tkanina wodoodporna GOST 13344-79
Typ 1- do maszynowej i ręcznej obróbki drewna, tworzyw sztucznych, powłok lakierniczych i stopów o niskiej twardości.
Wpisz 2- do maszynowej i ręcznej obróbki metali i stopów twardych i silnie lepkich.
Papier niewodoodporny GOST 6456 - 82
Typ 1- do maszynowej i ręcznej obróbki materiałów niemetalowych (drewno, skóra, guma, plastik itp.);
Wpisz 2- do maszynowej i ręcznej obróbki metali, stopów.
Notatka:
GOST 10054-82 nie określa typów wodoodpornego papieru ściernego.
Rodzaje warstwy roboczej
W zależności od liczby warstw, płótno ścierne wodoodporną jest przeznaczone:
O- pojedyncza warstwa;
D- dwuwarstwowy.
Jeżeli warstwy robocze materiału szlifierskiego znajdują się po obu stronach elastycznej podstawy, wówczas naskórek nazywamy dwustronną.
W zależności od sposobu nanoszenia ścierniwa na podłoże tkaniny ściernej niewodoodpornego i papierowego niewodoodpornego papieru ściernego rozróżnia się następujące rodzaje warstwy roboczej:
C- solidny;
R- tłoczone
GOST 6456 - 82 (papier ścierny)
Wersje reliefu i warstwy roboczej wg GOST 5009 - 82 (Ściereczka do szlifowania) musi pasować do tabeli:
Klasy
W zależności od wygląd zewnętrzny i nierówna grubość, papier ścierny papierowa chusteczka wodoodporny powinno być zrobione zajęcia ALE oraz B. Według GOST 13344-79 całkowita powierzchnia zmarszczek, fałd, obszarów bez ziaren ściernych, wypełnionych wiązką, nie powinna przekraczać 0,5% dla klasy A; klasa B - 2,0% powierzchni rolki.
Pakiet.
Spoiwa służą do wykonywania skórek ściernych. różnego rodzaju i znaczki.
W produkcji niewodoodporna tkanina, papier i skóry mieszane, przeznaczony do obróbki ściernej bez chłodzenia lub z użyciem chłodziw na bazie oleju, nafty lub benzyny lakowej, stosuje się klej skórny lub klej skórny w połączeniu z żywicami fenolowo-formaldehydowymi.
Przeznaczenie:
M- klej do skóry;
Do- połączony link.
Papier wodoodporny Papier ścierny wykonany jest przy użyciu lakieru PF-587, lakieru YAN-153, lakieru epoksydowego i innych wodoodpornych spoiw.
Tkanina wodoodporna papier ścierny jest wykonany na syntetycznych spoiwach - żywicach fenolowo-formaldehydowych SFZh-3038, SFZh-3039 według GOST 20907B, marka lakieru YAN-153 według NTD itp. .
system notacji
1. Znakowanie papieru ściernego:
Na niepracującej części powierzchni rolki papieru ściernego należy zastosować co (235 ± 20) mm w kierunku wzdłużnym i co (200 ± 20) mm w kierunku poprzecznym:
Symbole różnych rodzajów arkuszy szlifierskich nieznacznie różnią się od siebie. Oto przykłady symboli dla najczęściej używanych 4 rodzajów skór ściernych:
Przykład 1: Tkaninowy niewodoodporny papier ścierny (GOST 5009-82) typ 2 z reliefową warstwą roboczą o szerokości 830 mm, długości 50 m, na średnim skosie nr 2 surowym, wykonany z białego elektrokorundu klasy 24A, ziarnistość 40-N, na skórze klej:
2R 830x50 C2 24A 40-N M GOST 5009-82
(Objaśnienie notacji znajduje się w tabeli po przykładach).
Przykład 2: Tkanina wodoodporna (GOST 13344-79) 2-warstwowy papier ścierny typ 2, szer. 820 mm, dł. 20 m, na podłożu z tkaniny ze skośnego ważonego gładkiego, z zielonego węglika krzemu 63 C, ziarnistość 40-H ( pierwsza warstwa) i 25-P (druga warstwa), na żywicy fenolowo-formaldehydowej:
D2 820x20 UG 63S 40-N/25-P SFZh GOST 13344-79.
Przykład 3: papier ścierny niewodoodporny (GOST 6456-82) typ 1, z ciągłą warstwą roboczą C, szer. 1000 mm, dł. 50 m, na papierze gat. 0-200, z elektrokorundu zwykłego gat. 15A, uziarnienie 25-N, na klej do skóry :
1C 1000x50 P2 15A 25-N M GOST 6456-82.
Przykład 4: Wodoodporna powłoka szlifierska (GOST 10054-82) w rolce, szer. 750 mm, dł. 50 m na papierze wodoodpornym, wykonana z zielonego węglika krzemu, gatunek 64C, ziarno 16P:
750x50 M 64S 16-P GOST 10054-82
Liczba warstw materiału ściernego
O- pojedyncza warstwa
D- dwuwarstwowy (litery są odkładane przed wskazaniem rodzaju papieru ściernego)
Metoda warstwy szlifierskiej
Z- solidny
R- tłoczone
Z- solidny
R- tłoczone
Pakiet
M- klej do skóry
Do- połączony link
Oznaczenie lakierów i żywic
M- klej do skóry
Do- połączony link
Oznaczenie lakierów i żywic
2. Taśmy szlifierskie
Według GOST 12439-79 taśmy szlifierskie mają specjalne oznaczenie.
Przykład: Symbol bezkońcowej taśmy szlifierskiej (LB) wersja 1, szerokość H=100mm, długość L=3500 mm, wykonana z elektrokorundu normalnego gatunku 15A o ziarnistości 25-N, wykonana z papieru ściernego wg GOST 5009-82 na ważonym gładko barwionym skośny, klasa B:
LB 1 100x3500 15A 25-N 2 UG B GOST 12439-79
Wykonanie:
1 - szerokość równą lub mniejszą niż szerokość zrolowanego papieru ściernego ze szwem pod kątem 45-65 stopni;
2 - szersza niż szerokość papieru ściernego w rolce ze szwem lub szwami pod kątem 5-65 stopni.
3. Szpulki szlifierskie
B- do obróbki ręcznej i do produkcji bezkońcowych pasów szlifierskich;
bm- do obróbki maszynowej;
BMP- z rowkowanymi krawędziami do obróbki maszynowej.
Przykład: Konwencjonalne oznaczenie rolki szlifierskiej typu BM, szerokość B = 50 mm, długość 30 m, wykonana z normalnego elektrokorundu gatunku 14A, wielkość ziarna 25-N, wykonana z papieru ściernego według GOST 5009-82, na lekkim skosie nr 2, jednokolorowe, klasa A.
BM 50x30 14A 25-N 2 L2G GOST 12439-79
4. Kręgi płatków
5. Dyski siatkowe
Obecnie nie GOST. Przy zamówieniu zaleca się wskazanie materiału podłoża, marki ziarna szlifierskiego i jego wielkości, przeznaczenia (szlifowanie na sucho lub z chłodziwem).
6. Dyski fibrowe

Produkowane są dwa rodzaje:
1 - do szlifowania niemetali, metali nieżelaznych i ich stopów;
2 - do szlifowania stali, stopów odpornych na korozję, żaroodpornych i żaroodpornych.
Średnice tarcz: 60, 70, 100, 150, 178, 225 mm.
Przykład symbolu:
Tarcza włóknowa typ 2, średnica 225 mm, średnica otworu 22 mm, z elektrokorundu normalnego gatunku 14A, ziarno 16-P, na żywicy fenolowo-formaldehydowej (C):
2 225x22 14A 16-P S GOST 8692-88
Etykieta płyty:
Na niepracującą powierzchnię tarczy należy nałożyć:
- znak towarowy producenta;
- oznaczenie konwencjonalne (z wyjątkiem typu, wymiarów).
7. Szczotki wykonane z włókien ściernych

Zdjęcie włókna ściernego. Czarne plamy to ziarna ścierne.
Przy zamówieniu należy podać główne wymiary pędzla, wielkość ziarna ścierniwa oraz taki wskaźnik jak ilość nitek na jednostkę powierzchni.