Especificaciones.
- que es papel de lija
- Fabricación
- Forma de liberación
- Calificación
- Descifrado de granos
- Otras designaciones
- La Fundación
- Tipos de granos por material
- Solicitud
- ¿Como escoger?
Papel de lija, también conocido como papel de lija, es el nombre del papel de lija, abrasivo de carpintería, que no tiene análogos en la actualidad. El material se utiliza en diversas industrias y en la vida, desde una obra de construcción hasta un taller de arte.
La tela esmeril está destinada al procesamiento manual y mecánico de superficies de madera, plástico, cerámica y metal en la producción de diversos productos para mejorar la adherencia de los elementos durante el encolado o para preparar la superficie para pintar.
que es papel de lija
El papel de lija es un material combinado que se compone de:

Fabricación
La producción de papel de lija se lanzó por primera vez en China en el siglo XIII. Maestros pegados a pergamino arena de rio diferentes tamaños, roca de concha triturada, semillas de plantas con pegamento de agar-agar o almidón. Más tarde, se les ocurrió la idea de utilizar vidrio triturado como abrasivo, de donde surgió el aspecto de “papel de vidrio”.
La producción en serie de papel de lija comenzó en Londres en 1833, luego comenzó a extenderse por todo el mundo, la tecnología mejoró y hoy estamos viendo la mayoría diferentes tipos este producto.
Etapas de producción:
- La base de papel o tela está impregnada con polímeros, más a menudo látex de caucho.
- El pegamento se aplica a la base preparada, se calienta a 30 ... 50 0 C.
- El abrasivo de la fracción deseada se aplica utilizando el método a granel.
- El producto semiacabado se envía al horno para su secado. Régimen de temperatura depende del tipo de cola, fracción de grano y otros factores.
Por lo tanto, es posible hacer papel de lija de baja calidad en casa, utilizando cartón grueso, migas de una rueda abrasiva o vidrio triturado, arena.
Forma de liberación
Los productos terminados se almacenan apilando hojas o enrollándolas en rollos. Las redes de láminas tienen suficiente rigidez, por lo que es difícil doblarlas. El papel de lija en rollos es más compacto en el almacenamiento, su fracción y tamaño de grano es menor que el del papel de lija en hoja.
Otras formas de liberación:
- La malla abrasiva es una tela escasa con un grano fijo. Al moler, incluso las partículas de polvo más pequeñas atraviesan el material y no obstruyen los poros. Este método de trabajo se denomina “lijado sin polvo”.
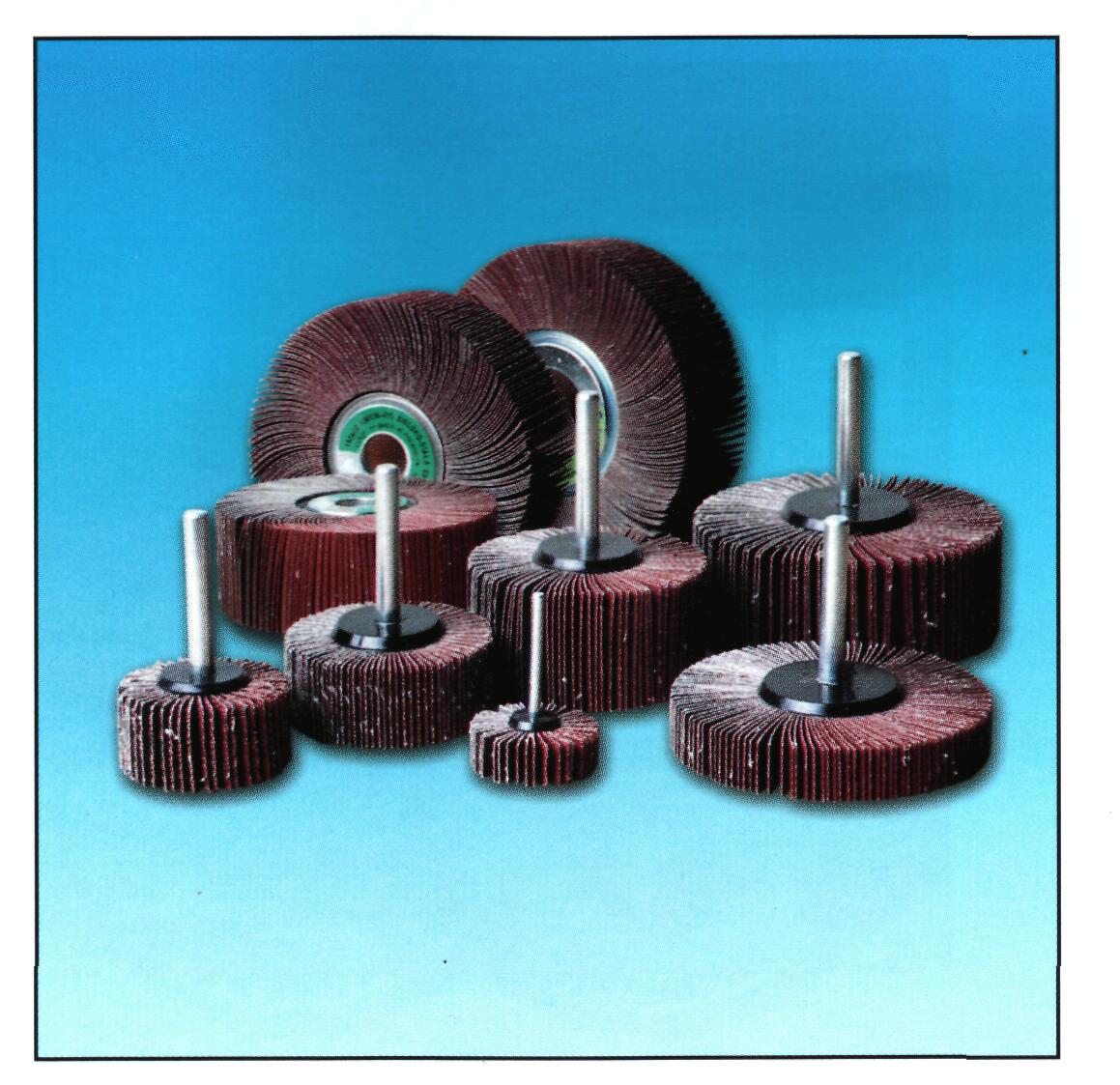
- Ruedas abrasivas: papel de lija de grano fino cortado en forma de boquilla para dispositivos mecánicos. Su propósito es limpiar la superficie metálica del óxido y eliminar el revestimiento antiguo.
- Papel de lija de diferentes granos, cortado en forma de aditamentos para herramientas eléctricas con cierre de velcro o para agujeros hechos.
- Bandas de lijado destinadas al relleno en lijadoras y máquinas.
Calificación
La marca de papel de lija indica la fracción y la concentración del abrasivo. GOST doméstico 3647-80 define la cantidad de granos de diferentes tamaños por 1 unidad cuadrada, pero esta clasificación se considera obsoleta. Hoy en día, el papel de lija cumple con las normas internacionales ISO; esta designación se puede encontrar en la parte posterior del producto. Cabe señalar que los datos del antiguo GOST y los valores de los estándares internacionales se superponen entre sí. Su correspondencia se puede rastrear en la tabla.
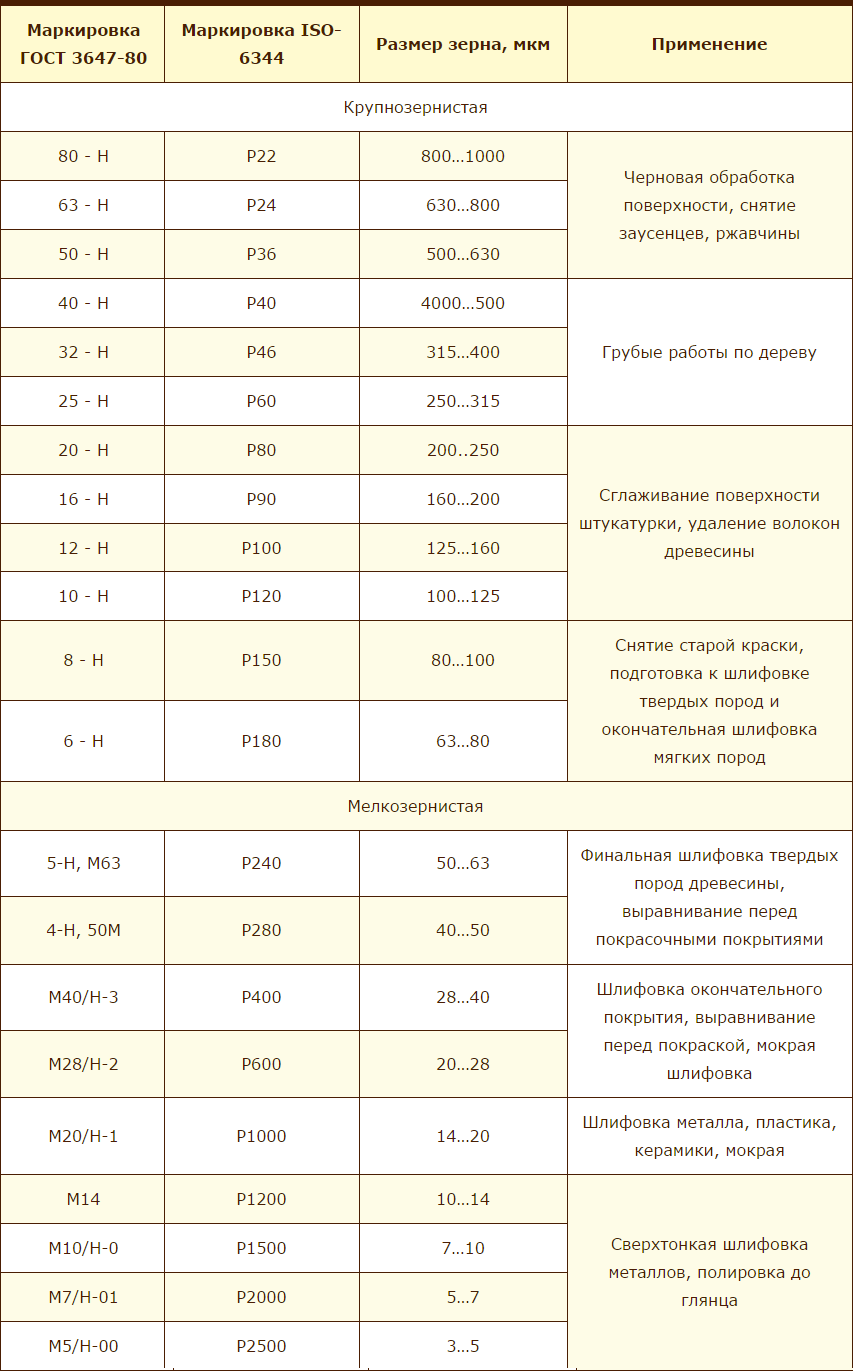
La principal diferencia entre el estándar antiguo y el nuevo radica en el diferente movimiento de los números en el marcado:
- En GOST 3647-80, los valores de tamaño de grano y densidad disminuyen, lo cual es bastante lógico;
- En la nueva norma ISO 6344 (GOST 52318-2005), el número de producto aumenta con el valor decreciente en el marcado.
Descifrado de granos
La letra "P" en la designación indica granulosidad. Cuanto mayor sea el valor detrás de la letra, más fina será la fracción de la piel. P400 es un cero bien conocido. P600…P2500 tienen pequeñas fracciones y una superficie casi lisa, su granulosidad no es tan perceptible al tacto. Esta lija se utiliza para el pulido de acabados en la industria.
En el antiguo GOST, las cosas eran diferentes. Por ejemplo 10-H: el primer dígito significa que se aplica a la superficie del producto un abrasivo con un tamaño correspondiente a un tamiz con una celda de 100 micras. Cuanto menor sea el índice, menor será el tamaño de la proyección.
Otras designaciones
Los tipos de papel de lija difieren en la composición de la base y las propiedades de los granos. Esta información también se refleja en el etiquetado del producto.
- La letra "L" indica la forma de hoja del producto. El rollo no está indicado de ninguna manera.
- La letra "M" significa papel de lija resistente al agua.
- El producto marcado con una "P" está destinado a moler productos secos sin contacto con la humedad.
- "1" - abrasivo para superficies blandas, "2" - para duras.
Para elegir un esmeril para un determinado tipo de trabajo, se debe tener en cuenta no solo la clasificación principal, sino también la información proporcionada, que se encuentra en el reverso de la hoja.
La Fundación
El papel abrasivo se puede fabricar en diferentes materiales:

A la venta puedes encontrar papel con base de esponja. Este pasa bien el polvo, no le teme a la humedad y es adecuado para trabajos manuales y mecánicos durante mucho tiempo.
Tipos de granos por material
El abrasivo se fabrica sobre diferentes bases:
- El carburo de silicio (carborundum) es adecuado para trabajar con superficies duras de metal, plástico.
- Los granos de granate son duros y suaves al mismo tiempo: este papel abrasivo puede eliminar las irregularidades de la superficie de la madera y sellar las fibras, de modo que la capa de pintura o barniz quede uniforme.
- La cerámica se usa para hacer tipos de papel de lija de grano grueso que se usan para nivelar la madera.
- El óxido de aluminio es un material de precio considerable, pero su vida útil es impresionante para sus "compatriotas": los cristales blandos se rompen durante la molienda, alisando la superficie, pero en su lugar se forman partículas más pequeñas con los mismos bordes afilados.
- La lija de diamante es la más dura y costosa. Casi no se desgasta, se utiliza principalmente para el procesamiento mecánico de productos en la industria.
Solicitud
- El papel de lija para madera en carpintería es necesario a la hora de preparar una superficie para pintar o barnizar.
- En la construcción, la lija limpia los descuelgues en yeso y masilla, fibras de madera antes de su uso. Además, la piel ayuda a eliminar las manchas de pintura.
- Reparación de automóviles: decapado de pintura vieja, preparación de superficies para masilla, mateado brillante.
- En la fabricación y reparación de muebles y en muchas otras industrias.
¿Como escoger?
Al elegir, debe prestar atención no solo al costo, sino también a las características del producto.
GOST 13344-79
ESTÁNDAR INTERNACIONAL
MOLIENDA DE LA PIEL
TELA RESISTENTE AL AGUA
CONDICIONES TÉCNICAS
EDITORIAL DE NORMAS IPK
Moscú
ESTÁNDAR INTERESTATAL
Fecha de introducción 01.01.81
Esta norma se aplica a los papeles abrasivos de tela impermeable destinados al procesamiento abrasivo de varios materiales con y sin el uso de un fluido de corte a base de agua, aceite, queroseno, etc.
1. TIPOS Y DIMENSIONES
1.1. La piel de molienda debe estar hecha de tipos:
1 - para el procesamiento mecánico y manual de madera, plásticos, revestimientos de barniz y aleaciones con baja dureza;
2 - para el procesamiento mecánico y manual de metales y aleaciones duros y tenaces.
1.2. (Eliminado, Rev. No. 1).
1.3. La piel de molienda debe estar hecha de los siguientes tipos:
O - capa única;
D - dos capas.
Notas:
1. A petición del consumidor, se permite fabricar rollos con un ancho superior a 840 mm y una longitud superior a 30 m.
2. Por orden del consumidor, se permite la fabricación papel de lija de otros grados y granos de materiales de molienda o sus mezclas.
Ejemplo de símbolopapel de lija de dos capas de tela impermeable tipo 2, de 820 mm de ancho, 20 m de largo, sobre un soporte de tela de sarga pesada teñida de color verde, carburo de silicio verde grado 63C, granos 40-H y 25-P, sobre resina de fenol-formaldehído:
D2 820 ´ 20 UG63S 40-N/25-P SFZH GOST 13344-79
(Edición modificada, Rev. No. 1, , ).
2. REQUISITOS TÉCNICOS
2.1. La piel de esmerilado debe estar hecha de electrocorindón normal de grados 15A, 14A y 13A; electrocorindón blanco grados 25A, 24A y 23A; carburo de silicio negro grados 55C, 54C y 53C; Grados de carburo de silicio verde 64C y 63C.
Para pieles de otras granulometrías, el área total de estos defectos no debe exceder el 1% del área del rollo.
En un rollo de pieles, no se permiten bordes con un ancho de más de 10 mm con defectos.
(Edición revisada, Rev. No. 3).
2.7. (Excluido, Cambio nº 1).
_________
* Pestaña. 2. (Eliminado, Rev. No. 1).
(Edición revisada, Rev. No. 1).
Nota . Los valores de carga de rotura y elongación de los tejidos, no previstos en la Tabla. , no debe ser menor que para el tejido P.
2.10. Los indicadores de resistencia para la fijación de granos abrasivos se indican en el apéndice.
(Edición revisada, Rev. No. 3).
2.11 - 2.12. (Introducida adicionalmente, Enmienda No. 3).
3. NORMAS DE ACEPTACIÓN
3.1. Para controlar la conformidad de la piel abrasiva con los requisitos de esta norma, se realizan controles de aceptación y pruebas periódicas.
(Edición revisada, Rev. No. 3).
3.3. Si durante el control de aceptación se establece el incumplimiento de los requisitos de la norma para más de un indicador controlado, entonces el lote no es aceptado.
Si se establece un incumplimiento de los requisitos de la norma para uno de los indicadores controlados, se realiza un segundo control en un número doble de rollos de pieles de molienda. Si hay defectos en el remuestreo, no se acepta el lote.
(Edición revisada, Rev. No. 3).
3.5. Las pruebas periódicas deben realizarse al menos una vez al año.
(Edición revisada, Rev. No. 3).
4. MÉTODOS DE CONTROL Y PRUEBA
(Edición revisada, Rev. No. 1,).
4.2. El método para determinar la capacidad de corte del abrasivo, las pieles, así como la fuerza de fijación de los granos abrasivos y el coeficiente de resistencia al agua se indica en el apéndice.
5. MARCADO, EMBALAJE, TRANSPORTE Y ALMACENAMIENTO
5.1. En la superficie de no trabajo del rollo, se debe marcar claramente lo siguiente no más de cada 150 mm en las direcciones transversal y longitudinal:
b) designación condicional del papel de lija (sin designaciones de tipo, tipo, dimensiones);
c) número de lote.
notas
1. (Eliminado, Rev. No. 1).
2. En una piel de dos capas, se debe indicar el tamaño de grano de la capa inferior. Por ejemplo, en la fabricación de una piel de dos capas de granularidad 40-N / 25-P, se indica la granularidad de la capa inferior: 40-N.
(Edición modificada, Rev. No. 1, ).
5.2. El enrollado del papel de lija en rollos debe ser apretado y uniforme, evitando la formación de arrugas, pliegues y áreas arrugadas.
La superficie final debe ser uniforme, las protuberancias de los bordes no deben exceder los 20 mm. Al instalar el rollo en el extremo, los bordes sobresalientes no deben arrugarse más de 7 mm.
5.4. El rollo empaquetado debe estar etiquetado o sellado con información claramente marcada:
a) marca registrada del fabricante;
b) el símbolo de los odres de moler;
c) fecha de lanzamiento y número de lote;
d) sello de control técnico.
Nota. Un rollo de papel de lija fabricado con barniz YAN-153 o materiales similares debe estar rotulado con una etiqueta que indique las condiciones de almacenamiento y transporte.
(Edición revisada, Rev. No. 1).
(Edición revisada, Rev. No. 3).
2. (Excluido, Cambio Numero 3).
DATOS DE INFORMACIÓN
1. DESARROLLADO E INTRODUCIDO por el Ministerio de Máquinas Herramienta e Industria de Herramientas de la URSS
2. APROBADO E INTRODUCIDO POR Decreto del Comité Estatal de Normas de la URSS No. 3555 del 13 de septiembre de 1979
3. REEMPLAZAR GOST 13344-67
4. NORMATIVAS Y DOCUMENTOS TÉCNICOS DE REFERENCIA
5. Se eliminó la limitación del período de vigencia según el protocolo No. 5-94 del Consejo Interestatal de Normalización, Metrología y Certificación (IUS 11-12-94)
6. EDICIÓN (julio de 2003) con Modificaciones No. 1, 2, 3, aprobadas en febrero de 1983, junio de 1985, julio de 1989 (IUS 6-83, 9-85, 11-89)
Aprobado y puesto en vigor
Decreto de la Norma Estatal de la URSS
de 13 de septiembre de 1979 N 3555
ESTÁNDAR ESTATAL DE LA UNIÓN DE LA SSR
PIEL DE MOLIENDA DE TEJIDO RESISTENTE AL AGUA
CONDICIONES TÉCNICAS
Tela abrasiva impermeable. Especificaciones
GOST 13344-79
Grupo G25
OKP 39 8500
En lugar de GOST 13344-67
Fecha de entrada en vigor
1 de enero de 1981
Desarrollado e introducido por el Ministerio de Máquina-Herramienta e Industria de Herramientas de la URSS.
Desarrolladores: LA Grechko, VI. Dombrovsky, M. A. Zaitseva, Los Ángeles Kogan, V. S. Kravchenko, T. A. Krivtsova, A.A. Pylnev, ES Plotkina, V. A. Rybakov, S. K. Colofonia.
Aprobado y puesto en vigor por el Decreto del Comité Estatal de Normas de la URSS del 13 de septiembre de 1979 N 3555.
El plazo del primer control es 1989, la frecuencia de los controles es de 5 años.
Documentos normativos y técnicos de referencia
────────────────────────────────────────┬────────────────────────
────────────────────────────────────────┼────────────────────────
GOST 1051-73│1.4, Apéndice 1
GOST 2228-81│5.3
GOST 3357-72│2.2
GOST 3647-80│2.4
GOST 6456-82│4.1
GOST 8273-75│5.3
GOST 19196-93│2.2
GOST 20907-75│2.3
GOST 27181-86│4.1
GOST 27595-88│5.12
El período de vigencia fue eliminado de acuerdo con el protocolo del Consejo Interestatal de Normalización, Metrología y Certificación (IUS 11-12-94).
Reedición (abril de 1997) con Modificaciones N 1, 2, 3, aprobada en febrero de 1983, junio de 1985, julio de 1989 (IUS 6-83, 9-85, 11-89).
Esta norma internacional se aplica a los papeles abrasivos de tela impermeable destinados al procesamiento abrasivo de varios materiales con y sin el uso de un fluido de corte a base de agua, aceite, queroseno, etc.
1. TIPOS Y DIMENSIONES
1.1. La piel de molienda debe estar hecha de tipos:
1 - para el procesamiento mecánico y manual de madera, plásticos, revestimientos de barniz y aleaciones con baja dureza;
2 - para el procesamiento mecánico y manual de metales y aleaciones duros y tenaces.
1.2. (Eliminado, Rev. N 1.)
1.3. La piel de molienda debe estar hecha de los siguientes tipos:
O - capa única;
D - dos capas.
1.4. La piel de molienda debe hacerse en rollos, cuyas dimensiones y granulometrías deben corresponder a las indicadas en la Tabla. una.
tabla 1
────────────────┬───────────┬───────────────────┬────────────────
Tipo de molienda│Tamaño de grano│ Ancho, mm (anterior │Longitud, mm (anterior.
pieles││ apagado +/- 15)│ apagado +/- 0,3)
O│50-M40│600; 725; 745; 775;│20; treinta
││800; 820; 840│
────────────────┼───────────┼───────────────────┼────────────────
D│50-M40│725; 745; 775; 800;│20
││820; 840│
notas 1. A petición del consumidor, se permite fabricar rollos con un ancho superior a 840 mm y una longitud superior a 30 m.
2. A solicitud del consumidor, se permite fabricar papel de lija a partir de otros grados y granulometrías de materiales abrasivos o sus mezclas.
Ejemplo de símbolo para un papel de lija de dos capas de tela impermeable tipo 2, 820 mm de ancho, 20 m de largo, sobre una base de tela hecha de sarga pesada teñida de color liso, hecha de carburo de silicio verde grado 63C, granos 40-H y 25-P, sobre resina de fenol-formaldehído:
D2 820 x 20 UG 63S 40-N/25-P SFZh GOST 13344-79
(Edición modificada, Rev. N 1, 2, 3.)
2. REQUISITOS TÉCNICOS
2.1. La piel de esmerilado debe estar hecha de electrocorindón normal de grados 15A, 14A y 13A; electrocorindón blanco grados 25A, 24A y 23A; carburo de silicio negro grados 55C, 54C y 53C; Grados de carburo de silicio verde 64C y 63C.
2.2. Para la fabricación de papel de lija, se deben usar telas según GOST 3357, GOST 19196, sarga fuerte especial (SP), sarga media N 1 de un color (S1G), sarga pesada (UG), medio doble de un color (P). usó.
notas 1. Se permite el uso de otros tejidos, incluidas las fibras sintéticas.
2. Si la tela no tiene un símbolo establecido, se permite indicar la prenda de la tela en el símbolo de la piel.
2.3. El material de molienda debe estar firmemente adherido a la base con resina de fenol-formaldehído grados SFZh-3038 y SFZh-3039 según GOST 20907, grado de barniz YAN-153 según documentación reglamentaria y técnica (NTD).
Nota. Se permite el uso de otros ligantes en cuanto a sus propiedades físicas y mecánicas no peores que las indicadas.
2.4. La composición de granos de los materiales de molienda está de acuerdo con GOST 3647 con índices P y N.
Nota. A pedido del consumidor, se permite el uso de materiales de molienda con un contenido de fracción principal del 65% o más.
2.5. (Eliminado, Rev. N 3.)
2.6. En la superficie de trabajo del papel de lija, el área total de arrugas, pliegues, áreas sin granos abrasivos, rellenos con un aglutinante, no debe exceder el 0,5% del área del rollo para tamaños de grano 25 y 20.
Para pieles de otras granulometrías, el área total de estos defectos no debe exceder el 1% del área del rollo.
En un rollo de pieles, no se permiten bordes con un ancho de más de 10 mm con defectos.
(Edición modificada, Rev. N 3.)
2.7. (Eliminado, Rev. N 1.)
Pestaña. 2. (Eliminado, Rev. N 1.)
2.8. La irregularidad del grosor de la piel de lijado debe corresponder a los valores especificados en la Tabla. 3.
Tabla 3
─────────────────────────────────┬───────────────────────────────
Tamaño de grano│Desigualdad de espesor, mm, no
─────────────────────────────────┼───────────────────────────────
8 y menores│0.05
(Edición modificada, Rev. N 1.)
2.9. La resistencia a la tracción y el alargamiento del papel de lija de secado al aire debe corresponder a los valores especificados en la tabla. cuatro
Tabla 4
─────────────────┬─────────────────────────┬─────────────────────
designación de tejido│sin, en direcciones│en longitudinal
dirección, %, no
│longitudinal│transversal│más
─────────────────┼──────────────┼──────────┼─────────────────────
JV│1764│784│3
С1Г│1127│230│7
UGP│1372│353│8
П│980│588│9
Nota. Los valores de carga de rotura y elongación de los tejidos, no previstos en la Tabla. 4, no debe ser menor que para la tela P.
2.10. Los indicadores de resistencia para la fijación de granos abrasivos se dan en el Apéndice 2.
2.9, 2.10. (Edición modificada, Rev. N 3.)
2.11. La capacidad de corte del papel de lija en las condiciones de molienda especificadas en el Apéndice 1 debe corresponder a los valores especificados en la Tabla. 5.
Tabla 5
───────────────┬─────────────────────────────────────────────────
Tamaño de grano│Capacidad de corte, mm3/min, no menos de
├───────────────────────────────┬─────────────────
│carburo de silicio│electrocorindón
───────────────┼───────────────────────────────┼─────────────────
2.12. El coeficiente de resistencia al agua (la relación entre la capacidad de corte del papel de lija empapado en agua y la capacidad de corte del papel de lija seco) debe ser de al menos 0,75.
2.11, 2.12. (Introducido adicionalmente, Rev. N 3.)
3. NORMAS DE ACEPTACIÓN
3.1. Se realizan controles de aceptación y pruebas periódicas para controlar la conformidad de la piel abrasiva con los requisitos de esta norma.
(Edición modificada, Rev. N 3.)
3.2. Control de aceptación para el cumplimiento de los requisitos de los apartados. 1.4 (en cuanto a las dimensiones) y 2.6 deben someterse a por lo menos el 1% de los rollos de lija del lote, pero no menos de 3 piezas, según los párrafos. 2,11 - 0,1%, pero no menos de 3 uds.
El lote debe consistir en rollos de pieles de las mismas características, elaborados en un solo turno y presentados simultáneamente para su aceptación según un documento.
3.3. Si durante el control de aceptación se establece el incumplimiento de los requisitos de la norma para más de un indicador controlado, entonces el lote no es aceptado.
Si se establece un incumplimiento de los requisitos de la norma para uno de los indicadores controlados, se realiza un segundo control en un número doble de rollos de pieles de molienda. Si hay defectos en el remuestreo, no se acepta el lote.
(Edición modificada, Rev. N 3.)
3.4. Se deben realizar pruebas periódicas en productos (uno de los tamaños de rollos), que hayan pasado el control de aceptación, para el cumplimiento de los requisitos de los párrafos. 2.8 y 2.12 no menos del 0,5% del lote de rollos, pero no menos de 3 piezas, según la cláusula 2.9 - no menos del 0,5% de rollos de papel de lija con un tamaño de grano de 40/25; 40; 25; ocho; 5 y 4, pero no menos de 3 piezas, según la cláusula 2.9 - en todo tipo de tejidos.
(Edición modificada, Rev. N 1, 3.)
3.5. Las pruebas periódicas deben realizarse al menos una vez al año.
(Edición modificada, Rev. N 3.)
4. MÉTODOS DE CONTROL Y PRUEBA
4.1. Métodos de prueba: según GOST 6456.
Control de resistencia a la tracción y alargamiento - según GOST 27181.
(Edición modificada, Rev. N 1, 3.)
4.2. El método para determinar la capacidad de corte de la piel abrasiva, así como la fuerza de fijación de los granos abrasivos y el coeficiente de resistencia al agua, se especifica en el Apéndice 1.
5. MARCADO, EMBALAJE, TRANSPORTE Y ALMACENAMIENTO
5.1. En la superficie de no trabajo del rollo, se debe marcar claramente lo siguiente no más de cada 150 mm en las direcciones transversal y longitudinal:
a) marca registrada del fabricante;
b) designación condicional del papel de lija (sin designaciones de tipo, tipo, dimensiones);
c) número de lote.
notas
2.1. (Eliminado, Rev. N 1.)
2. En una piel de dos capas, se debe indicar el tamaño de grano de la capa inferior. Por ejemplo, en la fabricación de una piel de dos capas de granularidad 40-N / 25-P, se indica la granularidad de la capa inferior: 40-N.
(Edición modificada, Rev. N 1, 3.)
5.2. El enrollado del papel de lija en rollos debe ser apretado y uniforme, evitando la formación de arrugas, pliegues y áreas arrugadas.
La superficie final debe ser uniforme, las protuberancias de los bordes no deben exceder los 20 mm. Al instalar el rollo en el extremo, los bordes sobresalientes no deben arrugarse más de 7 mm.
5.3. Los rollos de papel abrasivo deben envolverse en papel de acuerdo con GOST 8273 y GOST 2228 u otros materiales de embalaje. Las capas de papel de regalo deben cerrar de forma segura los extremos de los rollos y garantizar la conservación de los rollos de piel durante el transporte.
(Edición modificada, Rev. N 3.)
5.4. El rollo empaquetado debe estar etiquetado o sellado con información claramente marcada:
a) marca comercial del fabricante;
b) el símbolo de los odres de moler;
c) fecha de lanzamiento y número de lote;
d) sello de control técnico.
Nota. Un rollo de papel de lija fabricado con barniz YAN-153 o materiales similares debe estar rotulado con una etiqueta que indique las condiciones de almacenamiento y transporte.
(Edición modificada, Rev. N 1.)
5.5 - 5.11. (Excluido, Rev. N 3.)
5.12. Otros requisitos para el etiquetado y el embalaje, así como para el transporte y el almacenamiento, de acuerdo con GOST 27595.
(Introducido adicionalmente, Rev. N 3.)
Sección 6. (Eliminado, Rev. N 3.)
Anexo 1
Obligatorio
MÉTODO DE DETERMINACIÓN DE LA CAPACIDAD DE CORTE,
INDICADORES DE FUERZA DE ANCLAJE DE GRANOS ABRASIVOS
Y COEFICIENTE DE RESISTENCIA AL AGUA
1. Equipos y materiales
1.1. Dispositivo para probar PSSH-3.
1.2. Balanzas técnicas con un error de pesaje no superior a 0,01 g.
1.3. Muestras de papel de lija de 680 mm de largo y 20 mm de ancho.
1.4. Varilla de acero calibrado grado 45 según GOST 1051 con un diámetro de 10 mm y una longitud de 250 - 300 mm.
(Edición modificada, Rev. N 1.)
2. Preparación para la prueba
2.1. Corte y pese una muestra de papel de lija.
2.2. Fije una muestra de papel de lija en un disco de metal con un diámetro de 100 mm y una varilla abrasiva en un portabrocas.
La varilla que se va a rectificar debe estar inclinada en la dirección opuesta a la rotación del disco para que el extremo de la varilla después del rectificado quede plano. Para ello se realiza un esmerilado con papel de lija de grano 12 de electrocorindón normal durante 15 s con una carga radial de 19,6 N, una frecuencia de rotación de las varillas de 36 , una velocidad de esmerilado de 15 m/s.
2.1, 2.2. (Edición modificada, Rev. N 1.)
3. Pruebas
3.1. Configure los modos de prueba indicados en la tabla.
───────────┬────────┬────────┬───────────┬─────────┬─────────────────
Tamaño de grano│Velocidad│Frecuencia │Radial │Continuación
│niya, m/s│varilla,││ciclo│remoción de metal para
││-1││molienda - │ciclo, mm
││min││niya, s│
───────────┼────────┼────────┼───────────┼─────────┼─────────────────
cuatro; 5; M63; │15│36│19,6│60│0,2
M50; М40│││││
───────────┤│├───────────┤│
6; 8│││29,4││
───────────┤│├───────────┼─────────┼─────────────────
10 - 16│││39,2│40│0,5
20 - 50│││44,1│20│
───────────┤│├───────────┼─────────┤
40/25│││68,6│10│
(Edición modificada, Rev. N 3.)
3.2. Realizar molienda.
3.3. Mida la longitud de la sección de tierra de la varilla con un pie de rey con un error de 0,05 mm.
3.4. Enfríe la varilla a temperatura ambiente o reemplácela por otra.
3.5. Repita las operaciones según los párrafos. 3.2 - 3.4 hasta alcanzar el criterio de resistencia al desgaste del papel abrasivo de acuerdo con la tabla.
3.2 - 3.5. (Edición modificada, Rev. N 1.)
3.6. Retire y pese una muestra de papel de lija.
4. Procesamiento de los resultados de las pruebas
4.1. La capacidad de corte Q, mm3/min, está determinada por la fórmula
Q=,
donde es la longitud de la varilla de referencia rectificada para el 1er ciclo de rectificado, mm;
t es la duración del ciclo de molienda, s.
4.2. El índice de fuerza de fijación de los granos abrasivos de la piel abrasiva K, mm/g, está determinado por la fórmula
k = ,
donde es la longitud de la varilla de referencia de tierra, mm;
n es el número de ciclos hasta alcanzar el criterio de durabilidad;
Diferencia entre las masas de la muestra de papel de lija antes y después del ensayo, g
4.3. El poder de corte y el índice de fuerza de sujeción de los granos abrasivos se determinan como la media aritmética de las tres pruebas.
4.1 - 4.3. (Edición modificada, Rev. N 1.)
4.4. El coeficiente de resistencia al agua se determina ensayando una muestra seca de la lija y una muestra de la piel, mantenidas en agua a una temperatura de (60 +/- 3) °C durante 2 horas.
(Introducido adicionalmente, Rev. N 1.)
Anexo 2
Referencia
INDICADORES DE FUERZA DE ANCLAJE DE GRANOS ABRASIVOS
Y COEFICIENTE DE RESISTENCIA AL AGUA DE LA PIEL
1. Los indicadores de la fuerza de fijación de los granos abrasivos de papel de lija (la relación entre el material eliminado de la barra de referencia y la masa de la capa de trabajo destruida en la base) deben corresponder a los valores especificados en la tabla.
──────────────┬──────────────────────┬─────────────────────────────
Tipo de molienda-│Tamaño de grano│Índice de fuerza K, mm/g,
material││para tipos de papel de lija
│├───────────────┬─────────────
electrocorindón │4; 5; M63; M50; М40│1.3 - 4.1│4.1 - 25.0
│6; 8│1,1 - 3,8│3,8 - 16,0
├──────────────────────┼───────────────┼─────────────
│10; 12; 16│1,0 - 3,3│3,3 - 15,0
├──────────────────────┼───────────────┼─────────────
│20; 25; 32; 40; 50│0,8 - 2,1│2,1 - 14,0
──────────────┼──────────────────────┼───────────────┼─────────────
carburo de silicio│4; 5; M63; M50; М40│1.8 - 11.0│11.0 - 53.0
├──────────────────────┼───────────────┼─────────────
│6; 8│1,6 - 5,7│5,7 - 28,0
├──────────────────────┼───────────────┼─────────────
│10; 12; 16; 20; 25; 32│0,2 - 2,7│2,7 - 14,0
├──────────────────────┼───────────────┼─────────────
│40; 50│0,3 - 1,1│1,1 - 11,0
├──────────────────────┼───────────────┼─────────────
│40/25│-│0,5 - 5,0
(Edición modificada, Rev. N 3.)
2. (Eliminado, Rev. N 3.)
UDC 621.921.6.024:006.354 Grupo G25
ESTÁNDAR INTERESTATAL
ESCANEO DE TELA Y PIEL DE PAPEL
Especificaciones
Tela abrasiva. Especificaciones
Fecha de introducción 01.01.83
Esta norma se aplica al papel abrasivo de tela destinado al procesamiento abrasivo de diversos materiales sin refrigeración o utilizando fluidos de corte a base de aceite, queroseno, alcoholes minerales.
1. TIPOS Y DIMENSIONES
1.1. La piel debe estar hecha de tipos:
1 - para el procesamiento mecánico de materiales no metálicos, metales y aleaciones de baja dureza y procesamiento manual de diversos materiales;
2 - para el procesamiento mecánico y manual de materiales duros y altamente viscosos.
1.2. La piel debe fabricarse en rollos, cuyas dimensiones se indican en la Tabla. una.
* Para anchos hasta 830 mm grano 63-32 y anchos superiores a 830 mm grano 32-12. y Para anchos de hasta 830 mm, grano inferior a 32 y anchos superiores a 830 mm, grano inferior a 12.
A m con h y e. Por encargo del consumidor se permite la fabricación de los rollos de otras dimensiones.
1.3. La piel debe hacerse con los siguientes tipos de capa de trabajo:
C - sólido;
R - en relieve.
1.4. Los diseños y dimensiones de la capa de trabajo de relieve deben corresponder a los indicados en el dibujo y en la tabla. 1a.
£) Editorial de Normas, 1982 ® IM K Editorial de Normas, 2002

1.5. La desviación del paralelismo de las líneas generatrices del relieve debe estar dentro de la tolerancia por paso del relieve.
Un ejemplo de un símbolo para un papel abrasivo de tela tipo 2, con una capa de trabajo en relieve, de 830 mm de ancho. 50 m de largo, sobre sarga media No. 2 severa, de electrocorindón blanco grado 24A, tamaño de grano 40-N, sobre cola de piel:
Nota. A pedido del consumidor, se permite fabricar pieles a partir de materiales de molienda de otras marcas o sus mezclas.
(Edición modificada, Rev. K? 1, 2).
2.3. Para la fabricación de pieles, las telas de algodón según GOST 3357 deben usarse como base de acuerdo con la Tabla. 3.
Tomemos a y yo:
1. Se permite el uso de otros tejidos, incluidos los de fibras sintéticas, cuyas propiedades físicas y mecánicas no sean peores que las indicadas.
2. Si la tela no tiene un símbolo establecido, se permite indicar su número de artículo en el símbolo de la piel.
(Edición revisada, Rev. No. 2).
2.4. La piel debe estar hecha de materiales de molienda de los tamaños de grano indicados en la Tabla. cuatro
(Edición revisada, Rev. No. I, 2).
2.5. El material de lijado debe estar conectado a la base con pegamento para piel de acuerdo con GOST 3252 u otros aglutinantes de acuerdo con la normativa de la industria y la documentación técnica.
Nota. Está permitido introducir tintes o pigmentos colorantes en el paquete.
2.6. La composición de granos de las materias primas está de acuerdo con GOST 3647.
2.7. (Eliminado, Rev. No. 2).
2.7. J. En la superficie de trabajo de la piel con una capa de trabajo continua, el área total de arrugas, pliegues, áreas sin granos abrasivos, rellena con un montón. no debe exceder el 0,5% del área de los rollos.
R y m con n y con. Por acuerdo con el consumidor, se permite que el área total de los defectos indicados no supere el 1% del área del rollo.
2.7.2. En un rollo de pieles, no se permiten bordes con un ancho de más de 10 mm con defectos.
2.7.1, 2.7.2.
2.7.3. El requisito para la superficie de trabajo de la piel con una capa de trabajo en relieve está de acuerdo con GOST 6456.
2.N. La irregularidad del grosor de la piel no debe exceder los valores especificados en la Tabla 5.
2.9. La resistencia a la tracción y el alargamiento de la piel deben corresponder a los valores especificados en la tabla. 6.
(Edición revisada, Rev. No. 2).
2.10. El desgaste dado de la piel debe corresponder a los valores especificados en la Tabla. 7.
2.11. La humedad de la piel debe ser del 2-8%.
2.12. El índice de resistencia de la fijación de granos abrasivos de pieles de electrocorindón K (la relación entre el material eliminado de la barra de referencia y la masa de la base destruida de la capa de trabajo) debe corresponder a los valores especificados en la Tabla. 7a.
(Edición revisada, Rev. No. 1).
2.13. El coeficiente de aplicación del material de molienda sobre la base de la piel con una capa de trabajo en relieve debe ser de 0,35-0,80.
(Además, Rev. No. I).
2.14. La capacidad de corte de la piel en las condiciones de prueba especificadas en el Apéndice 2 debe corresponder a los valores especificados en la Tabla. 76.
|
Tabla 76 |
||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||
|
Nota. La capacidad de corte de la piel hecha de materiales en espiral de los grados F14A y FI ZA debe ser un 3% superior a la indicada en la Tabla. 76. |
(Edición revisada, Rev. No. 2).
3. NORMAS DE ACEPTACIÓN
3.1. Deben llevarse a cabo inspecciones de aceptación y pruebas periódicas para verificar que la piel cumple con los requisitos de esta norma.
3.2. Control de aceptación para el cumplimiento de los requisitos de los apartados. 1.2, 2.7.1-2.7.3 deberá sujetarse al menos el 1% de los rollos de pieles del lote, pero no menos de 3 piezas, según los numerales. 1.4, 1.5, 2.10. 2.12 y 2.14 - 0.1%, pero no menos de 3 uds.
3.1. 3.2. (Edición revisada, Rev. No. I).
3.2.1. El lote debe estar compuesto por pieles de las mismas características, realizadas en un turno y presentadas simultáneamente para su aceptación según un documento.
3.3. Si durante el control de aceptación se establece el incumplimiento de los requisitos de la norma para más de un indicador controlado, entonces el lote no es aceptado.
(Edición revisada, Rev. No. 1).
3.3.1. Si se establece un incumplimiento de los requisitos de la norma para uno de los indicadores controlados, se realiza un control repetido en un número doble de rollos de piel.
Si hay defectos en el remuestreo, no se acepta el lote.
(Introducido adicionalmente, Rev. No. 1).
3.4. Los productos (uno de los tamaños de rollos) que han pasado el control de aceptación (según la cláusula 3.2) deben someterse a pruebas periódicas para verificar el cumplimiento de los requisitos de las cláusulas. 2.8 y 2.13 - 0,5% de rollos, pero no menos de 3 piezas, párrafos. 2.9 y 2.11 - 0,5% de rollos de pieles con granulometría 80, 40, 8, 5 y M40, pero no menos de 3 piezas, ítem 2.9 - pieles a base de todos los tipos.
(Edición revisada, Rev. No. 1).
3.5. Las pruebas periódicas deben realizarse al menos una vez al año.
(Edición revisada, Rev. No. 2).
4. MÉTODOS DE CONTROL Y PRUEBA
4.1. El desgaste reducido de la piel (la relación entre la granularidad de la piel y su desprendimiento) se determina en el dispositivo KZSH VNIIASH frotando la piel contra la piel durante 2 minutos con una fuerza de 49 N.
(Edición revisada, Rev. No. 1).
4.1.1. Otras condiciones de prueba - según GOST 6456.
4.2. La determinación de la resistencia a la tracción y el alargamiento de la piel se lleva a cabo de acuerdo con GOST 3813, excepto la cláusula 1.2, a temperatura ambiente. Para las pruebas, se toman muestras con un tamaño de trabajo de 50 x 200 mm.
El alargamiento se controla a los valores de la fuerza de rotura proporcionados en la Tabla. 6.
(Edición modificada, Rev. No. 1, 2).
4.3. La determinación de la capacidad de corte y los indicadores de resistencia de la fijación de granos abrasivos de pieles de electrocorindón se dan en el Apéndice 2; determinación de la capacidad de corte de pieles de pedernal - según GOST 6456.
4.4. Las dimensiones y el aspecto de la superficie de trabajo, las irregularidades del grosor y el tamaño se determinan según GOST 6456.
(Edición revisada, Rev. No. 1).
4.5. Muestras para control según párrafos. 4.1-4.4 se toman de cualquier lugar del rollo, lejos del final del rollo o de los bordes no menos de 10 mm. El valor de los indicadores según los párrafos. 4.1. 4.2, las irregularidades de espesor y humedad se calculan como la media aritmética de los resultados de las tres determinaciones.
4.6. El cálculo del coeficiente de aplicación de shlnfmaterial en la base K y se da en el Apéndice 3.
(Introducido adicionalmente, Rev. No. 1).
5. MARCADO, EMBALAJE, TRANSPORTE Y ALMACENAMIENTO
5.1. En la superficie de no trabajo del rollo de piel, cada (235 ± 20) mm en sentido longitudinal y cada (200 ± 20) mm en sentido transversal se debe aplicar:
Marca comercial del fabricante:
Designación convencional (excepto tipo);
número de fiesta
Aceptemos una n y una i:
1. Cuando utilice una mezcla de materiales de molienda, la marca del material de molienda principal debe estar marcada en el símbolo. cuando se usa una mezcla de tamaños de grano: el tamaño de grano principal.
2. Por acuerdo con el consumidor, no se podrán aplicar las dimensiones del rollo.
(Edición modificada, Rev. No. 1, 2).
5.2. Marcas de enlace:
pegamento Mezdrovy - M;
Ligamento combinado - K.
5.3. El enrollado de las pieles en rollos debe ser una capa de trabajo uniforme y densa en el exterior, que no permita la formación de arrugas, pliegues y lugares arrugados.
La superficie final del rollo debe ser uniforme, las protuberancias de los bordes del rollo de hasta 830 mm de ancho no deben exceder los 20 mm. más de 830 mm de ancho - 30 mm.
(Introducida adicionalmente, Enmienda No. 2).
Segundo. 6. (Excluido. Rev. No. 1).
ANEXO I. (Suprimido. Rev. No. 1).
ANEXO 2 Obligatorio
MÉTODO PARA DETERMINAR LA CAPACIDAD DE CORTE Y LA FUERZA DE FIJACIÓN DE LOS GRANOS ABRASIVOS
1. Equipos y materiales
1.1. Dispositivo para probar PSSH-3.
1.2. Balanzas técnicas con un error de pesaje no superior a 0,01 g.
1.3. Muestras de piel de 680 mm de largo y 20 mm de ancho.
1.4. Varilla fabricada en acero calibrado grado 45 según GOST 1051 con un diámetro de 10 mm y una longitud de 250-300 mm.
2. Preparación para la prueba
2.1. Prokromkovyvayut y pesar las pieles.
2.2. Una muestra de piel se fija en un disco de metal con un diámetro de 100 mm y una varilla pulida en un portacartuchos. La varilla debe inclinarse en la dirección de rotación del disco. para que el extremo de la varilla después de la molienda quede plano. Para ello, el pulido se realiza con papel de lija de tamaño de grano 12 de electrocorindón normal durante 15 s con una fuerza radial de 19,6 N. La velocidad de rotación de la varilla es de 36 min * la velocidad de pulido es de 15 m/s.
3. Pruebas
3.1. Para determinar la capacidad de corte de la piel, la varilla se rectifica de la siguiente manera: fuerza radial - 9,8 N, tiempo de rectificado - 1 min, velocidad de rectificado - 15 m/s, velocidad de rotación de la varilla - 36 min -
3.2. La longitud de la sección de tierra de la varilla se mide con un calibre con un error de 0,05 mm.
3.3. D "1ra determinación del índice de resistencia de la fijación de granos abrasivos, la varilla se enfría a temperatura ambiente o reemplazar por otro.
3.4. La varilla se rectifica en el modo indicado en la tabla.
|
GRANO |
Velocidades de molienda. |
Frecuencias e irashenka ciepxttii. min |
fuerza radial H |
Prololzh y tel mnkt ciclo, C |
Resistencia KptiTcpiiik - remoción mínima de metal por níquel, mm |
| donde q. - longitud de la varilla de referencia de tierra, mm; n es el número de ciclos hasta alcanzar el criterio de durabilidad; D es la diferencia en las masas de la muestra de papel de lija antes y después de la prueba, g. 4.3. El poder de corte y el índice de fuerza de sujeción de los granos abrasivos se determinan como la media aritmética de los resultados de las tres pruebas. ANEXO 3 Obligatorio CÁLCULO DEL COEFICIENTE DE APLICACIÓN DE MATERIAL DE MOLIENDA SOBRE LA BASE El coeficiente de aplicación de material abrasivo en la base K y (la relación del área de la base con el material abrasivo aplicado a su área total) se calcula mediante las fórmulas: Para ejecución 1 donde a tyah es el ancho máximo del relieve, mm. fmux - paso de alivio máximo, mm; Para el rendimiento 2 Para la versión 3 A n,.i\ 1 ~ f rn.n ~ Ya-n.,-. " una Para la versión 4 donde a mla - ancho mínimo de relieve, mm; f min - paso de alivio mínimo. milímetro Im-personas. N° 1)2354 o 14.07.2000. Entregado al plató el 10/12/2001. Firmado y sellado el 26.12.2001. Uel. horno yo 1.40. Uch.-ed.l. 0.97. Circulación 127 equiv.*. Del 3253. Ley. 1168. NPK y creador de estándares. 107076. Moscú, calle Kolodeimui. Mecanografiado e impreso en IPC Establecimiento de normas |
Herramienta flexible
papel de lija- una herramienta abrasiva sobre una base flexible con una capa o varias capas de material abrasivo depositadas sobre ella, fijadas con un haz. Está hecho sobre una base de tela o papel, se usa en forma de láminas, cintas, discos, círculos, conos, muelas abrasivas de aletas, etc. Está destinado al procesamiento abrasivo de diversos materiales sin enfriamiento y con refrigerante.
La Fundación
Dependiendo del propósito de la piel abrasiva y los requisitos de resistencia durante la operación, algodón, tejidos mixtos (urdimbre - algodón, trama - hilo técnico viscosa), sintético (nylon, lavsan), papel, fibra, base combinada (tela + papel) se utilizan para su fabricación.
Máscaras a base de papel (GOST 6456-82, GOST 10054-82)
De acuerdo con GOST 6456-82, las empresas de fabricación rusas utilizan los siguientes tipos bases de papel (GOST 18277, GOST 10127) para la fabricación de pieles abrasivas:
Por GOST 10054-82 para la fabricación de papel resistente a la humedad El papel de lija utiliza las siguientes bases:
Nota:
Las empresas alemanas utilizan los siguientes tipos de bases de papel:
- grado A - muy fino (70 g/m2);
- grado B - fino (100 g/m2);
- grado C - medio (120 g/m2);
- grado D - grueso (150 g/m2);
- grado E - muy grueso (220 g/m2);
Pieles a base de tela (GOST 5009-82, GOST 13344-79)
Los fabricantes de todos los países utilizan con mayor frecuencia como base para los papeles de lija los grados de telas de algodón de alta resistencia. Los materiales sintéticos se usan con mucha menos frecuencia, porque. tienden a estirarse de manera desigual y pierden elasticidad.
Las empresas de fabricación rusas utilizan los siguientes tipos de bases de tela de algodón de acuerdo con GOST 3357:
|
Nombre de la tela |
Símbolo |
|
Sarga teñida lisa extra ligera | |
|
Sarga ligera No. 1 severa | |
|
Sarga ligera nº 2 teñido liso | |
|
Sarga medio №1 severo | |
|
Sarga media №1 teñido liso | |
|
Sarga ponderada №1 severa | |
|
Sarga ponderada n.º 1 teñida de forma sencilla y yo | |
|
Sarga especialmente ligera severa | |
|
Sarga ligera No. 2 severa | |
|
Sarga mediana №2 severa | |
|
Sarga ponderada No. 2 severa |
Para la fabricación de pieles impermeables de tela de lijado, las telas se utilizan de acuerdo con GOST 3357, GOST 19196:
Nota:
GOST d se omite el uso de otros tejidos, incluidos los sintéticos, cuyas propiedades no sean peores que las indicadas.
Dependiendo de las condiciones y requisitos de operación, el papel de lija se produce en los siguientes tipos: impermeable e impermeable.
Tipos de piel
Dependiendo del propósito, los papeles abrasivos no resistentes al agua y resistentes al agua en varias bases se producen en dos tipos:
Tejido no impermeable según GOST 5009-82
Tipo 1- para el procesamiento mecánico de materiales no metálicos, metales y aleaciones de baja dureza y para el procesamiento manual de diversos materiales;
Tipo 2- para el procesamiento mecánico y manual de materiales duros y de fuerte viscosidad.
Tela impermeable GOST 13344-79
Tipo 1- para el procesamiento mecánico y manual de madera, plásticos, revestimientos de barniz y aleaciones de baja dureza.
Tipo 2- para el procesamiento mecánico y manual de metales y aleaciones duros y de fuerte viscosidad.
Papel no impermeable GOST 6456 - 82
Tipo 1- para el procesamiento mecánico y manual de materiales no metálicos (madera, cuero, caucho, plástico, etc.);
Tipo 2- para el procesamiento mecánico y manual de metales, aleaciones.
Nota:
GOST 10054-82 no especifica tipos de papel de lija impermeable.
Tipos de capa de trabajo
Según el número de capas, un papel de lija de tela impermeable se denomina:
O- una sola capa;
D- dos capas.
Si las capas de trabajo del material de molienda están ubicadas en ambos lados de la base flexible, entonces la piel se llama de doble cara.
De acuerdo con el método de aplicación del material abrasivo a la base del papel de lija no impermeable y papel de lija no impermeable, se distinguen los siguientes tipos de capa de trabajo:
C- sólido;
R- en relieve
GOST 6456 - 82 (Papel de lija)
Versiones de la capa de relieve y de trabajo según GOST 5009 - 82 (Paño de lijado) debe coincidir con la tabla:
clases
Dependiendo de apariencia y espesor desigual, papel abrasivo tejido impermeable debería hacerse clases PERO y B. Según GOST 13344-79, el área total de arrugas, pliegues, áreas sin granos abrasivos, rellenas con un paquete, no debe exceder el 0,5% para la clase A; clase B - 2.0% del área de balanceo.
Paquete.
Los bonos se utilizan para hacer pieles abrasivas. varios tipos y sellos
en la fabricacion tejido no impermeable, papel y pieles combinadas, destinado al procesamiento abrasivo sin enfriamiento o utilizando refrigerantes a base de aceite, queroseno o aguarrás, se utiliza cola de piel, o cola de piel en combinación con resinas de fenol-formaldehído.
Designacion:
METRO- pegamento para la piel;
A- enlace combinado.
papel impermeable El papel de lija se fabrica con barniz PF-587, barniz YAN-153, barniz epoxi y otros aglutinantes resistentes al agua.
tela impermeable el papel de lija está hecho con aglutinantes sintéticos: resinas de fenol-formaldehído SFZh-3038, SFZh-3039 según GOST 20907B, marca de laca YAN-153 según NTD, etc.
sistema de notación
1. Marcado de papel de lija:
En la parte no trabajada de la superficie del rollo de lija, cada (235 ± 20) mm en sentido longitudinal y cada (200 ± 20) mm en sentido transversal se debe aplicar:
Los símbolos de los diferentes tipos de hojas de lija difieren ligeramente entre sí. Estos son ejemplos de símbolos para los 4 tipos de pieles abrasivas predominantemente utilizados:
Ejemplo 1: Papel abrasivo textil no resistente al agua (GOST 5009-82) tipo 2 con una capa de trabajo en relieve de 830 mm de ancho, 50 m de largo, en sarga media No. 2 severa, hecho de electrocorindón blanco grado 24A, grano 40-N, en pegamento para la piel:
2R 830x50 C2 24A 40-N M GOST 5009-82
(Para una explicación de la notación, vea la tabla después de los ejemplos).
Ejemplo 2: Tejido impermeable (GOST 13344-79) Papel de lija de 2 capas tipo 2, 820 mm de ancho, 20 m de largo, sobre una base de tejido de sarga pesada teñida de forma simple, de carburo de silicio verde 63 C, grano 40-H ( primera capa) y 25 -P (segunda capa), sobre resina de fenol-formaldehído:
D2 820x20 UG 63S 40-N/25-P SFZh GOST 13344-79.
Ejemplo 3: Papel de lija no impermeable (GOST 6456-82) tipo 1, con capa de trabajo continua C, de 1000 mm de ancho, 50 m de largo, en papel grado 0-200, de electrocorindón normal grado 15A, tamaño de grano 25-N, en pegamento para la piel:
1C 1000x50 P2 15A 25-N M GOST 6456-82.
Ejemplo 4: Lijado resistente al agua (GOST 10054-82) piel en rollo, 750 mm de ancho, 50 m de largo en papel resistente a la humedad, hecho de carburo de silicio verde, grado 64C, tamaño de grano 16P:
750x50 M 64S 16-P GOST 10054-82
Número de capas de material abrasivo
O- una sola capa
D- dos capas (las letras se colocan antes de indicar el tipo de papel de lija)
Método de capa de lijado
DE- sólido
R- en relieve
DE- sólido
R- en relieve
Paquete
METRO- pegamento para la piel
A- enlace combinado
Designación de barnices y resinas.
METRO- pegamento para la piel
A- enlace combinado
Designación de barnices y resinas.
2. Bandas de lijado
Según GOST 12439-79, los cinturones de lijado tienen una designación especial.
Ejemplo: Símbolo de una cinta abrasiva sin fin (LB) versión 1, ancho H=100 mm, longitud L=3500 mm, de electrocorindón normal grado 15A, tamaño de grano 25-N, de papel de lija según GOST 5009-82 sobre papel pesado teñido liso sarga, clase B:
LB 1 100x3500 15A 25-N 2 UG B GOST 12439-79
Ejecución:
1 - un ancho igual o menor que el ancho de un papel de lija enrollado con una costura en un ángulo de 45-65 grados;
2 - más ancho que el ancho de un papel de lija enrollado con una costura o costuras en un ángulo de 5-65 grados.
3. Bobinas de lijado
B- para el procesamiento manual y para la fabricación de cintas abrasivas sin fin;
b.m.- para el procesamiento de máquinas;
BMP- con bordes ranurados para el procesamiento de la máquina.
Ejemplo: Designación convencional de un carrete de lijado tipo BM, ancho B = 50 mm, longitud 30 m, hecho de electrocorindón normal grado 14A, tamaño de grano 25-N, hecho de papel de lija según GOST 5009-82, en sarga ligera No. 2, uno -de color, clase A.
BM 50x30 14A 25-N 2 L2G GOST 12439-79
4. Círculos de pétalos
5. Discos de malla
Actualmente no es GOST. Al realizar el pedido, se recomienda indicar el material para la base, la marca del grano de molienda y su tamaño de grano, propósito (molienda en seco o con refrigerante).
6. Discos de fibra

Se producen dos tipos:
1 - para moler no metales, metales no ferrosos y sus aleaciones;
2 - para rectificar aceros, aleaciones resistentes a la corrosión, resistentes al calor y resistentes al calor.
Diámetros de disco: 60, 70, 100, 150, 178, 225 mm.
Ejemplo de símbolo:
Disco abrasivo de fibra tipo 2, Ø 225 mm, Ø agujero 22 mm, de electrocorindón normal grado 14A, tamaño de grano 16-P, en resina de fenol-formaldehído (C):
2 225x22 14A 16-P S GOST 8692-88
Etiqueta del disco:
En la superficie de no trabajo del disco se debe aplicar:
- marca comercial del fabricante;
- designación convencional (excepto por tipo, dimensiones).
7. Cepillos de fibras abrasivas

Fotografía de fibra abrasiva. Las manchas negras son granos abrasivos.
Al realizar el pedido, debe especificar las dimensiones principales del cepillo, el tamaño de grano del material abrasivo y un indicador como el número de hilos por unidad de área.