Technické údaje.
- Čo je brúsny papier
- Výroba
- Formulár na uvoľnenie
- Označovanie
- Dešifrovanie zŕn
- Iné označenia
- Základ
- Druhy zŕn podľa materiálu
- Aplikácia
- Ako si vybrať?
Brúsny papier, známy aj ako brúsny papier, je názov brúsneho papiera, stolárskeho brusiva, ktorý dnes nemá obdobu. Materiál sa používa v rôznych odvetviach a živote od staveniska až po umeleckú dielňu.
Šmirgľová tkanina je určená na ručné a strojové opracovanie drevených, plastových, keramických a kovových povrchov pri výrobe rôznych produktov na zlepšenie priľnavosti prvkov pri lepení alebo na prípravu povrchu na lakovanie.
Čo je brúsny papier
Brúsny papier je kombinovaný materiál, ktorý pozostáva z:

Výroba
Výroba brúsneho papiera bola prvýkrát spustená v Číne v 13. storočí. Majstri nalepení na pergamen riečny piesok rôznych veľkostí, drvený kameň zo škrupín, semená rastlín s agar-agarovým lepidlom alebo škrobom. Neskôr prišli s nápadom použiť drvené sklo ako brusivo, odkiaľ pochádza vzhľad „skleneného papiera“.
Sériová výroba brúsneho papiera začala v Londýne v roku 1833, potom sa začala rozširovať po celom svete, technológia sa zlepšovala a dnes vidíme najviac odlišné typy tento produkt.
Výrobné fázy:
- Papierový základ alebo tkanina je impregnovaná polymérmi, častejšie kaučukovým latexom.
- Lepidlo sa nanáša na pripravený základ, zahriaty na 30 ... 50 0 C.
- Brúsivo požadovanej frakcie sa aplikuje hromadnou metódou.
- Polotovar sa posiela do pece na sušenie. Teplotný režim závisí od typu lepidla, frakcie zrna a ďalších faktorov.
Takto je možné vyrobiť nekvalitný brúsny papier doma pomocou hrubého kartónu, omrviniek z brúsneho kotúča alebo drveného skla, piesku.
Formulár na uvoľnenie
Hotové výrobky sa skladujú stohovaním listov alebo zvinutím do roliek. Plechové pásy majú dostatočnú tuhosť, takže sa ťažko ohýbajú. Brúsny papier v kotúčoch je pri skladovaní kompaktnejší, jeho frakcia a zrnitosť je menšia ako u listového brúsneho papiera.
Ďalšie formy uvoľnenia:
- Brúsna sieťka je riedka tkanina s pevným zrnom. Pri brúsení prechádzajú aj tie najmenšie čiastočky prachu materiálom a neupchávajú sa v póroch. Táto pracovná metóda sa nazýva „bezprašné brúsenie“.
- Brúsne kotúče - jemnozrnný brúsny papier vyrezaný do tvaru trysky pre mechanické zariadenia. Jeho účelom je vyčistiť kovový povrch od hrdze a odstrániť starý náter.
- Brúsny papier rôznej zrnitosti, rezaný vo forme nástavcov na elektrické náradie so zapínaním na suchý zips alebo na zhotovené otvory.
- Brúsne pásy určené na plnenie do brúsok a strojov.
Označovanie
Značenie brúsnym papierom označuje frakciu a koncentráciu brusiva. Domáce GOST 3647-80 definuje počet zŕn rôznych veľkostí na 1 štvorcovú jednotku, ale táto klasifikácia sa považuje za zastaranú. Brúsny papier dnes vyhovuje medzinárodným normám ISO, toto označenie nájdete na zadnej strane výrobku. Treba poznamenať, že údaje starého GOST a hodnoty medzinárodných noriem sa navzájom prekrývajú. Ich korešpondenciu možno sledovať v tabuľke.
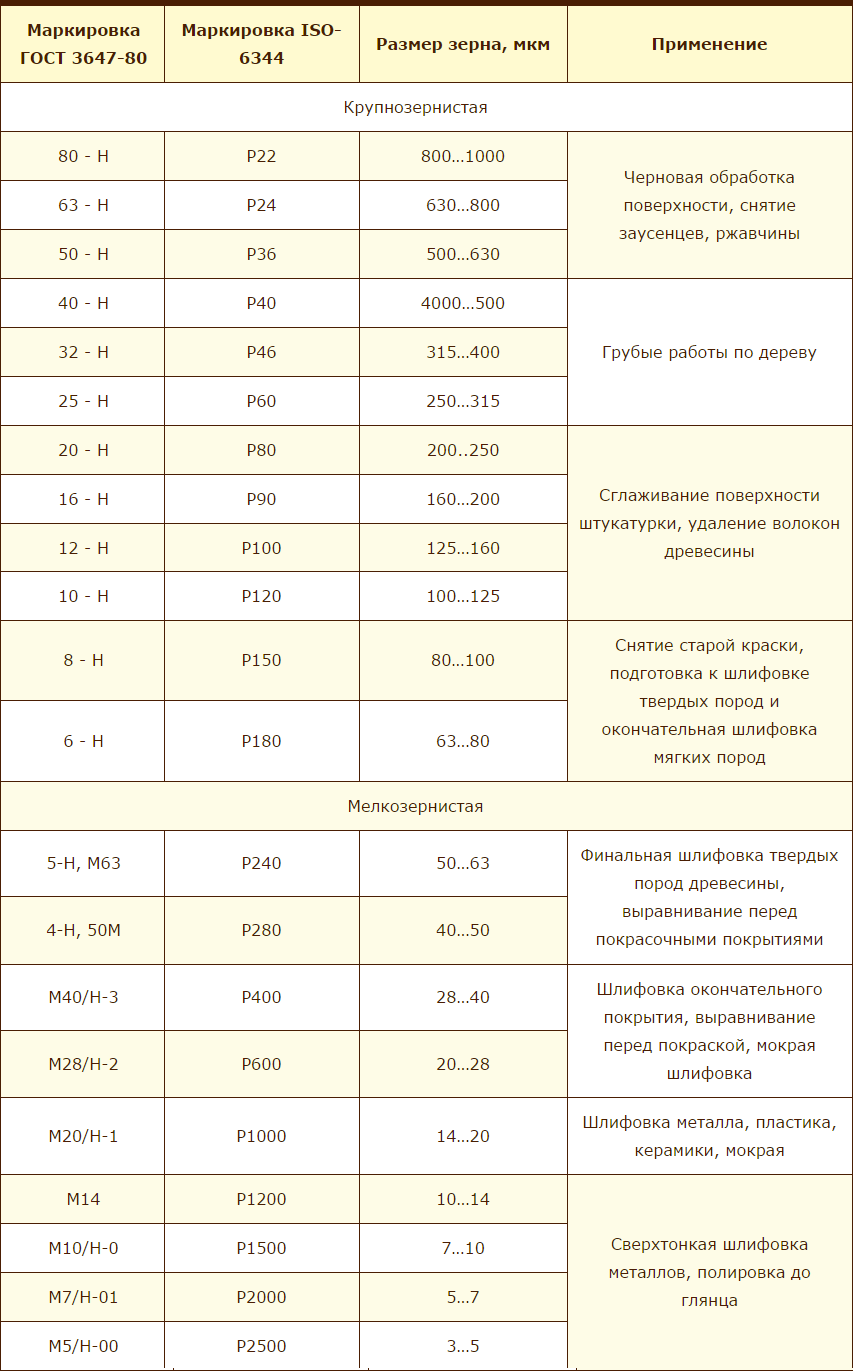
Hlavný rozdiel medzi starým a novým štandardom spočíva v rozdielnom pohybe čísel v označení:
- V GOST 3647-80 sa hodnoty zrnitosti a hustoty znižujú, čo je celkom logické;
- V novej norme ISO 6344 (GOST 52318-2005) sa číslo produktu zvyšuje s klesajúcou hodnotou v označení.
Dešifrovanie zŕn
Písmeno "P" v označení označuje zrnitosť. Čím väčšia je hodnota za písmenom, tým jemnejšia je frakcia šupky. P400 je známa nula. P600…P2500 majú malé frakcie a takmer hladký povrch, ich zrnitosť nie je tak viditeľná na dotyk. Tento brúsny papier sa používa na dokončovacie leštenie v priemysle.
V starom GOST boli veci iné. Napríklad 10-H: prvá číslica znamená, že na povrch produktu sa nanesie brusivo s veľkosťou zodpovedajúcou sitku s veľkosťou 100 mikrónov. Čím menší je index, tým menšia je veľkosť skríningu.
Iné označenia
Druhy brúsneho papiera sa líšia zložením základne a vlastnosťami zŕn. Táto informácia sa odráža aj v označení produktu.
- Písmeno „L“ označuje formu listu produktu. Rolovanie nie je žiadnym spôsobom označené.
- Písmeno „M“ znamená vodeodolný brúsny papier.
- Výrobok s označením "P" je určený na brúsenie suchých výrobkov bez kontaktu s vlhkosťou.
- "1" - brusivo pre mäkké povrchy, "2" - pre tvrdé.
Pri výbere šmirgľa pre určitý typ práce je potrebné vziať do úvahy nielen hlavnú klasifikáciu, ale aj poskytnuté informácie, ktoré sú uvedené na zadnej strane listu.
Základ
Brúsny papier môže byť vyrobený z rôznych materiálov:

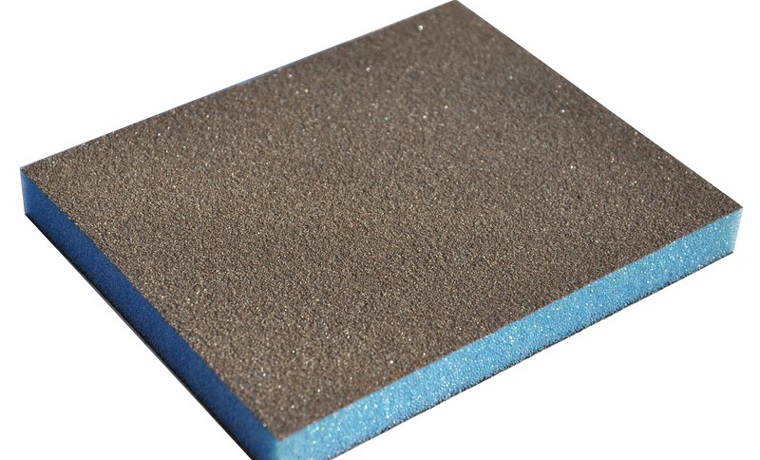
V predaji nájdete papier so špongiovou základňou. Tento dobre prechádza prachom, nebojí sa vlhkosti a je vhodný na ručnú a mechanickú prácu po dlhú dobu.
Druhy zŕn podľa materiálu
Brúsivo sa vyrába na rôznych základoch:
- Karbid kremíka (karborundum) je vhodný na prácu s tvrdými povrchmi z kovu, plastu.
- Granátové zrná sú tvrdé a mäkké zároveň: takýto brúsny papier je schopný odstrániť nerovnosti z povrchu dreva a utesniť vlákna, takže náter farby alebo laku leží rovnomerne.
- Z keramiky sa vyrábajú hrubozrnné druhy brúsneho papiera používaného na vyrovnávanie dreva.
- Oxid hlinitý je materiál značnej ceny, ale jeho životnosť je pre jeho „krajanov“ pôsobivá: mäkké kryštály sa pri brúsení rozbijú, vyhladzujú povrch, ale namiesto nich sa tvoria menšie častice s rovnakými ostrými hranami.
- Diamantový brúsny papier je najtvrdší a najdrahší. Takmer sa neopotrebováva, používa sa najmä na strojové spracovanie výrobkov v priemysle.
Aplikácia
- Brúsny papier na drevo v stolárstve je potrebný pri príprave povrchu na maľovanie alebo lakovanie.
- V stavebníctve brúsny papier pred použitím vyčistí priehyby na omietke a tmeloch, drevených vláknach. Tiež pokožka pomáha zbaviť sa šmúh farby.
- Oprava auta: odstraňovanie starého laku, príprava povrchu na tmelenie, matovanie lesku.
- Vo výrobe a opravách nábytku a v mnohých iných odvetviach.
Ako si vybrať?
Pri výbere by ste mali venovať pozornosť nielen nákladom, ale aj vlastnostiam produktu.
GOST 13344-79
MEDZINÁRODNÝ ŠTANDARD
BRÚSENIE KOŽE
LÁTKA VODEODOLNÁ
TECHNICKÉ PODMIENKY
VYDAVATEĽSTVO ŠTANDARDOV IPK
Moskva
MEDZIŠTÁTNY ŠTANDARD
Dátum uvedenia 01.01.81
Táto norma platí pre vodeodolné látkové brúsne papiere určené na abrazívne opracovanie rôznych materiálov s použitím alebo bez použitia reznej kvapaliny na báze vody, oleja, petroleja atď.
1. TYPY A ROZMERY
1.1. Brúsna koža by mala byť vyrobená z typov:
1 - na strojové a ručné spracovanie dreva, plastov, lakových náterov a zliatin s nízkou tvrdosťou;
2 - na strojové a ručné spracovanie tvrdých a húževnatých kovov a zliatin.
1.2. (Vymazané, Rev. č. 1).
1.3. Brúsna koža by mala byť vyrobená z nasledujúcich typov:
O - jedna vrstva;
D - dvojvrstvové.
Poznámky:
1. Na žiadosť spotrebiteľa je povolené vyrábať kotúče so šírkou nad 840 mm a dĺžkou nad 30 m.
2. Na objednávku spotrebiteľa je povolená výroba brúsny papier z iných akostí a zŕn brúsnych materiálov alebo ich zmesí.
Príklad symboluvodeodolný tkaninový dvojvrstvový brúsny papier typ 2, šírka 820 mm, dĺžka 20 m, na tkaninovom podklade z hladkého farbeného váženého kepra, zelený karbid kremíka triedy 63C, zrnitosť 40-H a 25-P, na fenolformaldehydovej živici:
D2 820' 20 UG 63S 40-N/25-P SFZh GOST 13344-79
(Zmenené vydanie, Rev. č. 1, , ).
2. TECHNICKÉ POŽIADAVKY
2.1. Brúsna koža by mala byť vyrobená z bežného elektrokorundu triedy 15A, 14A a 13A; biely elektrokorund triedy 25A, 24A a 23A; čierny karbid kremíka triedy 55C, 54C a 53C; zelený karbid kremíka triedy 64C a 63C.
V prípade kože inej veľkosti zrna by celková plocha týchto defektov nemala presiahnuť 1% plochy kotúča.
V kotúči koží nie sú povolené okraje so šírkou väčšou ako 10 mm s chybami.
(Upravené vydanie, Rev. č. 3).
2.7. (Vylúčené, Zmeniť č. 1).
_________
* Tab. 2. (Vymazané, Rev. č. 1).
(Upravené vydanie, Rev. č. 1).
Poznámka . Hodnoty medzného zaťaženia a predĺženia tkanív, ktoré nie sú uvedené v tabuľke. , nesmie byť menšia ako pre látku P.
2.10. Indikátory pevnosti pre fixáciu brúsnych zŕn sú uvedené v prílohe.
(Upravené vydanie, Rev. č. 3).
2.11 - 2.12. (Dodatočne zavedené, dodatok č. 3).
3. PRAVIDLÁ PRIJÍMANIA
3.1. Na kontrolu zhody brúsnej kože s požiadavkami tejto normy sa vykonáva akceptačná kontrola a periodické skúšky.
(Upravené vydanie, Rev. č. 3).
3.3. Ak sa pri preberacej kontrole zistí nesúlad s požiadavkami normy pre viac ako jeden kontrolovaný ukazovateľ, potom sa dávka neakceptuje.
Ak sa pri jednom z kontrolovaných ukazovateľov zistí nesúlad s požiadavkami normy, vykoná sa druhá kontrola na dvojnásobnom počte kotúčov brúsnych koží. Ak sa pri prevzorkovaní vyskytnú chyby, dávka sa neakceptuje.
(Upravené vydanie, Rev. č. 3).
3.5. Pravidelné testy by sa mali vykonávať aspoň raz ročne.
(Upravené vydanie, Rev. č. 3).
4. KONTROLNÉ A SKÚŠOBNÉ METÓDY
(Upravené vydanie, Rev. č. 1,).
4.2. Spôsob stanovenia reznosti brusiva, šupiek, ako aj pevnosti brúsnych zŕn a koeficientu vodeodolnosti je uvedený v prílohe.
5. OZNAČENIE, BALENIE, DOPRAVA A SKLADOVANIE
5.1. Na nepracujúcom povrchu kotúča musia byť zreteľne vyznačené tieto údaje nie viac ako každých 150 mm v priečnom a pozdĺžnom smere:
b) podmienené označenie brúsneho papiera (bez označenia typu, typu, rozmerov);
c) číslo šarže.
Poznámky .
1. (Vymazané, Rev. č. 1).
2. Na dvojvrstvovej koži by mala byť uvedená zrnitosť spodnej vrstvy. Napríklad pri výrobe dvojvrstvovej kože zrnitosti 40-N / 25-P je uvedená zrnitosť spodnej vrstvy - 40-N.
(Zmenené vydanie, Rev. č. 1, ).
5.2. Navíjanie brúsneho papiera do roliek musí byť tesné a rovnomerné, aby sa zabránilo tvorbe záhybov, záhybov a zvrásnených oblastí.
Koncová plocha musí byť rovná, výstupky okrajov nesmú presiahnuť 20 mm. Pri inštalácii kotúča na koniec by vyčnievajúce okraje nemali byť zvrásnené o viac ako 7 mm.
5.4. Zabalený kotúč musí byť označený alebo opečiatkovaný zreteľne vyznačenými informáciami:
a) ochranná známka výrobcu;
b) symbol brúsnych koží;
c) dátum vydania a číslo šarže;
d) pečiatka technickej kontroly.
Poznámka. Kotúč brúsneho papiera vyrobený s použitím laku YAN-153 alebo podobných materiálov musí byť označený štítkom s uvedením podmienok skladovania a prepravy.
(Upravené vydanie, Rev. č. 1).
(Upravené vydanie, Rev. č. 3).
2. (Vylúčené, Zmeniť Číslo 3).
INFORMAČNÉ ÚDAJE
1. VYVINUTÉ A ZAVEDENÉ Ministerstvom strojárskeho a nástrojárskeho priemyslu ZSSR
2. SCHVÁLENÉ A ZAVEDENÉ vyhláškou Štátneho výboru ZSSR pre normy č. 3555 z 13. septembra 1979
3. VYMEŇTE GOST 13344-67
4. REFERENČNÉ PREDPISY A TECHNICKÉ DOKUMENTY
5. Obmedzenie doby platnosti bolo odstránené podľa protokolu č. 5-94 Medzištátnej rady pre normalizáciu, metrológiu a certifikáciu (IUS 11-12-94)
6. VYDANIE (júl 2003) s dodatkami č. 1, 2, 3, schválené vo februári 1983, jún 1985, júl 1989 (IUS 6-83, 9-85, 11-89)
Schválené a uvedené do platnosti
Vyhláška o štátnej norme ZSSR
zo dňa 13. septembra 1979 N 3555
ŠTÁTNY ŠTANDARD Zväzu SSR
VODEODOLNÁ LÁTKA BRÚSNA KOŽKA
TECHNICKÉ PODMIENKY
Vodotesná brúsna handrička. technické údaje
GOST 13344-79
Skupina G25
39 8500 OKP
Namiesto GOST 13344-67
Dátum nadobudnutia účinnosti
1. januára 1981
Vyvinuté a zavedené Ministerstvom strojárskeho a nástrojárskeho priemyslu ZSSR.
Vývojár: L.A. Grečko, V.I. Dombrovský, M.A. Zaitseva, L.A. Kogan, V.S. Kravčenko, T.A. Krivcovová, A.A. Pylnev, E.S. Plotkina, V.A. Rybakov, S.K. Kolofónia.
Schválené a uvedené do platnosti vyhláškou Štátneho výboru pre normy ZSSR z 13. septembra 1979 N 3555.
Termín prvej kontroly je 1989, frekvencia kontrol je 5 rokov.
Referenčné regulačné a technické dokumenty
────────────────────────────────────────┬────────────────────────
────────────────────────────────────────┼────────────────────────
GOST 1051-73│1.4, dodatok 1
GOST 2228-81│5.3
GOST 3357-72│2.2
GOST 3647-80│2.4
GOST 6456-82│4.1
GOST 8273-75│5.3
GOST 19196-93│2.2
GOST 20907-75│2.3
GOST 27181-86│4.1
GOST 27595-88│5.12
Doba platnosti bola odstránená podľa protokolu Medzištátnej rady pre normalizáciu, metrológiu a certifikáciu (IUS 11-12-94).
Opätovné vydanie (apríl 1997) so zmenami N 1, 2, 3, schválené vo februári 1983, jún 1985, júl 1989 (IUS 6-83, 9-85, 11-89).
Táto norma platí pre vodeodolné látkové brúsne papiere určené na abrazívne opracovanie rôznych materiálov s použitím alebo bez použitia reznej kvapaliny na báze vody, oleja, petroleja atď.
1. TYPY A ROZMERY
1.1. Brúsna koža by mala byť vyrobená z typov:
1 - na strojové a ručné spracovanie dreva, plastov, lakových náterov a zliatin s nízkou tvrdosťou;
2 - na strojové a ručné spracovanie tvrdých a húževnatých kovov a zliatin.
1.2. (Vymazané, Rev. N 1.)
1.3. Brúsna koža by mala byť vyrobená z nasledujúcich typov:
O - jedna vrstva;
D - dvojvrstvové.
1.4. Mlecia koža by sa mala vyrábať v kotúčoch, ktorých rozmery a zrnitosť by mali zodpovedať tým, ktoré sú uvedené v tabuľke. jeden.
stôl 1
────────────────┬───────────┬───────────────────┬────────────────
Typ mletia│Zrnitosť│ Šírka, mm (predchádzajúca │Dĺžka, mm (predchádzajúca.
zbavte sa kože││ +/- 15)│ vypnuté +/- 0,3)
0│50-M40│600; 725; 745; 775;│20; tridsať
││800; 820; 840│
────────────────┼───────────┼───────────────────┼────────────────
D│50-M40│725; 745; 775; 800;│20
││820; 840│
Poznámky. 1. Na žiadosť spotrebiteľa je povolené vyrábať kotúče so šírkou nad 840 mm a dĺžkou nad 30 m.
2. Na žiadosť spotrebiteľa je povolené vyrábať brúsny papier aj z iných tried a zrnitostí brúsnych materiálov alebo ich zmesí.
Príklad symbolu pre vodeodolnú tkaninu dvojvrstvový brúsny papier typ 2, šírka 820 mm, dĺžka 20 m, na tkaninovom podklade z hladko farbeného váženého kepra, zo zeleného karbidu kremíka triedy 63C, zrnitosti 40-H a 25-P, na fenolformaldehydovej živici:
D2 820 x 20 UG 63S 40-N/25-P SFZh GOST 13344-79
(Zmenené vydanie, Rev. N 1, 2, 3.)
2. TECHNICKÉ POŽIADAVKY
2.1. Brúsna koža by mala byť vyrobená z bežného elektrokorundu triedy 15A, 14A a 13A; biely elektrokorund triedy 25A, 24A a 23A; čierny karbid kremíka triedy 55C, 54C a 53C; zelený karbid kremíka triedy 64C a 63C.
2.2. Na výrobu brúsneho papiera by sa mali používať tkaniny podľa GOST 3357, GOST 19196, špeciálny pevný kepr (SP), stredný kepr N 1 jednofarebný (S1G), vážený keper (UG), polodvojitý jednofarebný (P). použité.
Poznámky. 1. Je povolené používať iné tkaniny vrátane syntetických vlákien.
2. Ak látka nemá zavedený symbol, je dovolené v symbole kože uviesť výrobok látky.
2.3. Brúsny materiál musí byť pevne spojený so základňou pomocou fenolformaldehydovej živice triedy SFZh-3038 a SFZh-3039 podľa GOST 20907, triedy laku YAN-153 podľa regulačnej a technickej dokumentácie (NTD).
Poznámka. Je povolené používať iné spojivá, pokiaľ ide o ich fyzikálne a mechanické vlastnosti, ktoré nie sú horšie ako uvedené.
2.4. Zrnitosť brúsnych materiálov - podľa GOST 3647 s indexmi P a N.
Poznámka. Na žiadosť spotrebiteľa je povolené používať brúsne materiály s obsahom hlavnej frakcie 65 % alebo viac.
2.5. (Vymazané, Rev. N 3.)
2.6. Na pracovnej ploche brúsneho papiera by celková plocha vrások, záhybov, plôch bez brúsnych zŕn, vyplnená spojivom, nemala presiahnuť 0,5% plochy kotúča pre zrnitosť 25 a 20.
V prípade kože inej veľkosti zrna by celková plocha týchto defektov nemala presiahnuť 1% plochy kotúča.
V kotúči koží nie sú povolené okraje so šírkou väčšou ako 10 mm s chybami.
(Zmenené vydanie, Rev. N 3.)
2.7. (Vymazané, Rev. N 1.)
Tab. 2. (Vymazané, Rev. N 1.)
2.8. Nerovnomerná hrúbka brúsneho papiera by mala zodpovedať hodnotám uvedeným v tabuľke. 3.
Tabuľka 3
─────────────────────────────────┬───────────────────────────────
Zrnitosť│Nerovnomernosť hrúbky, mm, nie
─────────────────────────────────┼───────────────────────────────
8 a menšie│0,05
(Zmenené vydanie, Rev. N 1.)
2.9. Pevnosť v ťahu a predĺženie vzduchom suchého brúsneho papiera musia zodpovedať hodnotám uvedeným v tabuľke. štyri.
Tabuľka 4
─────────────────┬─────────────────────────┬─────────────────────
označenie látky│menej, v smeroch│v pozdĺžnom smere
├──────────────┬───────────┤ smer, %, nie
│pozdĺžny│priečny│viac
─────────────────┼──────────────┼──────────┼─────────────────────
JV│1764│784│3
С1Г│1127│230│7
UGP│1372│353│8
│980│588│9
Poznámka. Hodnoty medzného zaťaženia a predĺženia tkanív, ktoré nie sú uvedené v tabuľke. 4, nesmie byť menšia ako pri tkanine P.
2.10. Indikátory pevnosti pre fixáciu brúsnych zŕn sú uvedené v prílohe 2.
2.9, 2.10. (Zmenené vydanie, Rev. N 3.)
2.11. Reznosť brúsneho papiera za podmienok brúsenia uvedených v prílohe 1 musí zodpovedať hodnotám uvedeným v tabuľke. 5.
Tabuľka 5
───────────────┬─────────────────────────────────────────────────
Veľkosť zrna│Rezný výkon, mm3/min, nie menej ako
├───────────────────────────────┬─────────────────
│karbid kremíka│elektrokorund
───────────────┼───────────────────────────────┼─────────────────
2.12. Koeficient odolnosti voči vode (pomer reznosti brúsneho papiera namočeného vo vode k reznosti suchého brúsneho papiera) musí byť minimálne 0,75.
2.11, 2.12. (Zavedené dodatočne, Rev. N 3.)
3. PRAVIDLÁ PRIJÍMANIA
3.1. Na kontrolu zhody brúsnej kože s požiadavkami tejto normy sa vykonáva akceptačná kontrola a periodické skúšky.
(Zmenené vydanie, Rev. N 3.)
3.2. Akceptačná kontrola zhody s požiadavkami odsekov. 1.4 (rozmerovo) a 2.6 musí byť podrobené najmenej 1 % kotúčov brúsneho papiera z dávky, najmenej však 3 kusy podľa odsekov. 2,11 - 0,1%, ale nie menej ako 3 ks.
Dávka musí pozostávať z kotúčov koží s rovnakými vlastnosťami, vyrobených v jednej smene a súčasne predložených na prijatie podľa jedného dokumentu.
3.3. Ak sa pri preberacej kontrole zistí nesúlad s požiadavkami normy pre viac ako jeden kontrolovaný ukazovateľ, potom sa dávka neakceptuje.
Ak sa pri jednom z kontrolovaných ukazovateľov zistí nesúlad s požiadavkami normy, vykoná sa druhá kontrola na dvojnásobnom počte kotúčov brúsnych koží. Ak sa pri prevzorkovaní vyskytnú chyby, dávka sa neakceptuje.
(Zmenené vydanie, Rev. N 3.)
3.4. Výrobky (jedna z veľkostí kotúčov), ktoré prešli akceptačnou kontrolou, by sa mali podrobovať pravidelným testom zhody s požiadavkami odsekov. 2.8 a 2.12 nie menej ako 0,5 % z dávky kotúčov, ale najmenej 3 ks, podľa bodu 2.9 - najmenej 0,5 % kotúčov brúsneho papiera so zrnitosťou 40/25; 40; 25; osem; 5 a 4, ale nie menej ako 3 kusy, podľa bodu 2.9 - na všetky druhy tkanín.
(Zmenené vydanie, Rev. N 1, 3.)
3.5. Pravidelné testy by sa mali vykonávať aspoň raz ročne.
(Zmenené vydanie, Rev. N 3.)
4. KONTROLNÉ A SKÚŠOBNÉ METÓDY
4.1. Skúšobné metódy - podľa GOST 6456.
Kontrola pevnosti v ťahu a predĺženia - podľa GOST 27181.
(Zmenené vydanie, Rev. N 1, 3.)
4.2. Spôsob stanovenia reznej schopnosti brúsneho povlaku, ako aj pevnosti upevnenia brúsnych zŕn a koeficientu odolnosti proti vode je uvedený v prílohe 1.
5. OZNAČENIE, BALENIE, DOPRAVA A SKLADOVANIE
5.1. Na nepracujúcom povrchu kotúča musia byť zreteľne vyznačené tieto údaje nie viac ako každých 150 mm v priečnom a pozdĺžnom smere:
a) ochranná známka výrobcu;
b) podmienené označenie brúsneho papiera (bez označenia typu, typu, veľkosti);
c) číslo šarže.
Poznámky.
2.1. (Vymazané, Rev. N 1.)
2. Na dvojvrstvovej koži by mala byť uvedená zrnitosť spodnej vrstvy. Napríklad pri výrobe dvojvrstvovej kože zrnitosti 40-N / 25-P je uvedená zrnitosť spodnej vrstvy - 40-N.
(Zmenené vydanie, Rev. N 1, 3.)
5.2. Navíjanie brúsneho papiera do roliek musí byť tesné a rovnomerné, aby sa zabránilo tvorbe záhybov, záhybov a zvrásnených oblastí.
Koncová plocha musí byť rovná, výstupky okrajov nesmú presiahnuť 20 mm. Pri inštalácii kotúča na koniec by vyčnievajúce okraje nemali byť zvrásnené o viac ako 7 mm.
5.3. Kotúče brúsneho papiera musia byť zabalené do papiera v súlade s GOST 8273 a GOST 2228 alebo inými obalovými materiálmi. Vrstvy baliaceho papiera by mali bezpečne uzavrieť konce kotúčov a zabezpečiť zachovanie kotúčov kože počas prepravy.
(Zmenené vydanie, Rev. N 3.)
5.4. Zabalený kotúč musí byť označený alebo opečiatkovaný zreteľne vyznačenými informáciami:
a) ochranná známka výrobcu;
b) symbol brúsnych koží;
c) dátum vydania a číslo šarže;
d) pečiatka technickej kontroly.
Poznámka. Kotúč brúsneho papiera vyrobený s použitím laku YAN-153 alebo podobných materiálov musí byť označený štítkom s uvedením podmienok skladovania a prepravy.
(Zmenené vydanie, Rev. N 1.)
5.5 - 5.11. (Vylúčené, Rev. N 3.)
5.12. Ďalšie požiadavky na označovanie a balenie, ako aj prepravu a skladovanie - v súlade s GOST 27595.
(Zavedené dodatočne, Rev. N 3.)
Oddiel 6. (Vypustený, Rev. N 3.)
Príloha 1
Povinné
METÓDA STANOVENIA REZNEJ KAPACITY,
UKAZOVATELE PEVNOSTI KOTVENIA BRÚSNYCH ZRNÍN
A FAKTOR VODEODOLNOSTI
1. Vybavenie a materiály
1.1. Zariadenie na testovanie PSSH-3.
1.2. Technické váhy s chybou váženia najviac 0,01 g.
1.3. Vzorky brúsneho papiera s dĺžkou 680 mm a šírkou 20 mm.
1.4. Tyč z kalibrovanej ocele triedy 45 podľa GOST 1051 s priemerom 10 mm a dĺžkou 250 - 300 mm.
(Zmenené vydanie, Rev. N 1.)
2. Príprava na test
2.1. Roztrhnite a odvážte vzorku brúsneho papiera.
2.2. Upevnite vzorku brúsneho papiera na kovový kotúč s priemerom 100 mm a brúsnu tyč do držiaka skľučovadla.
Brúsená tyč musí byť naklonená v opačnom smere otáčania kotúča tak, aby koniec tyče po brúsení bol plochý. Na tento účel sa brúsi brúsny papier so zrnitosťou 12 z bežného elektrokorundu po dobu 15 s pri radiálnom zaťažení 19,6 N, frekvencii otáčania tyče 36, rýchlosti brúsenia 15 m/s.
2.1, 2.2. (Zmenené vydanie, Rev. N 1.)
3. Testovanie
3.1. Nastavte testovacie režimy uvedené v tabuľke.
───────────┬────────┬────────┬───────────┬─────────┬─────────────────
Zrnitosť│Rýchlosť│Frekvencia │Radiálne │Pokračovanie
│niya, m/s│tyč,││cyklus│odstraňovanie kovov pre
││-1││brúsenie - │cyklus, mm
││min││niya, s│
───────────┼────────┼────────┼───────────┼─────────┼─────────────────
štyri; 5; M63; │15│36│19,6│60│0,2
M50; М40│││││
───────────┤│├───────────┤│
6; 8│││29,4││
───────────┤│├───────────┼─────────┼─────────────────
10 - 16│││39,2│40│0,5
20 - 50│││44,1│20│
───────────┤│├───────────┼─────────┤
40/25│││68,6│10│
(Zmenené vydanie, Rev. N 3.)
3.2. Vykonajte brúsenie.
3.3. Odmerajte dĺžku brúsenej časti tyče pomocou posuvného meradla s chybou 0,05 mm.
3.4. Tyčinku ochlaďte na izbovú teplotu alebo ju vymeňte za inú.
3.5. Opakujte operácie podľa odsekov. 3.2 - 3.4, kým sa nedosiahne kritérium odolnosti brúsneho papiera proti opotrebeniu podľa tabuľky.
3,2 - 3,5. (Zmenené vydanie, Rev. N 1.)
3.6. Odstráňte a odvážte vzorku brúsneho papiera.
4. Spracovanie výsledkov testov
4.1. Rezná kapacita Q, mm3/min, je určená vzorcom
Q=,
kde je dĺžka brúsenej referenčnej tyče pre 1. cyklus brúsenia, mm;
t je trvanie cyklu mletia, s.
4.2. Index pevnosti upevnenia brúsnych zŕn brúsnej kože K, mm/g, je určený vzorcom
K = ,
kde je dĺžka zemnej referenčnej tyče, mm;
n je počet cyklov, kým sa nedosiahne kritérium trvanlivosti;
Rozdiel medzi hmotnosťami vzorky brúsneho papiera pred a po skúške, g
4.3. Rezná sila a index pevnosti brúsnych zŕn sú určené ako aritmetický priemer troch testov.
4,1 - 4,3. (Zmenené vydanie, Rev. N 1.)
4.4. Koeficient vodeodolnosti sa zisťuje testovaním suchej vzorky brúsneho papiera a vzorky brúsneho papiera ponechanej vo vode pri teplote (60 +/- 3) °C po dobu 2 hodín.
(Zavedené dodatočne, Rev. N 1.)
Príloha 2
Odkaz
UKAZOVATELE PEVNOSTI KOTVENIA BRÚSNYCH ZRNÍN
A KOEFICIENT VODEODOLNOSTI POKOŽKY
1. Indikátory pevnosti upevnenia brúsnych zŕn brúsnej kože (pomer odobratého materiálu referenčnej tyče k hmotnosti pracovnej vrstvy zničenej k základni) musia zodpovedať hodnotám uvedeným v stôl.
──────────────┬──────────────────────┬─────────────────────────────
Typ mletia-│Zrnitosť│ Index pevnosti K, mm/g,
materiál││pre typy brúsneho papiera
│├───────────────┬─────────────
elektrokorund │4; 5; M63; M50; 40 М│1,3 – 4,1│4,1 – 25,0
│6; 8│1,1 - 3,8│3,8 - 16,0
├──────────────────────┼───────────────┼─────────────
│10; 12; 16│1,0 - 3,3│3,3 - 15,0
├──────────────────────┼───────────────┼─────────────
│20; 25; 32; 40; 50│0,8 - 2,1│2,1 - 14,0
──────────────┼──────────────────────┼───────────────┼─────────────
Karbid kremíka│4; 5; M63; M50; 40│1,8 – 11,0│11,0 – 53,0 М
├──────────────────────┼───────────────┼─────────────
│6; 8│1,6 - 5,7│5,7 - 28,0
├──────────────────────┼───────────────┼─────────────
│10; 12; 16; 20; 25; 32│0,2 - 2,7│2,7 - 14,0
├──────────────────────┼───────────────┼─────────────
│40; 50│0,3 - 1,1│1,1 - 11,0
├──────────────────────┼───────────────┼─────────────
│40/25│-│0,5 - 5,0
(Zmenené vydanie, Rev. N 3.)
2. (Vymazané, Rev. N 3.)
MDT 621.921.6.024:006.354 Skupina G25
MEDZIŠTÁTNY ŠTANDARD
SKENOVANIE LÁTKY A PAPIEROVEJ KOŽE
technické údaje
Brúsna tkanina. technické údaje
Dátum zavedenia 01.01.83
Táto norma platí pre látkový brúsny papier určený na abrazívne opracovanie rôznych materiálov bez chladenia alebo použitia rezných kvapalín na báze oleja, petroleja, lakového benzínu.
1. TYPY A ROZMERY
1.1. Koža by mala byť vyrobená z typov:
1 - na strojové spracovanie nekovových materiálov, kovov a zliatin nízkej tvrdosti a ručné spracovanie rôznych materiálov;
2 - na strojové a ručné spracovanie tvrdých a vysoko viskóznych materiálov.
1.2. Koža by sa mala vyrábať v kotúčoch, ktorých rozmery sú uvedené v tabuľke. jeden.
* Pre šírky do 830 mm zrnitosť 63-32 a šírky nad 830 mm zrnitosť 32-12. a Pre šírky do 830 mm, zrnitosť menšia ako 32 a šírky nad 830 mm, zrnitosť menšia ako 12.
Pri m s h a e. Na objednávku spotrebiteľa je povolená výroba kotúčov iných veľkostí.
1.3. Koža by mala byť vyrobená s nasledujúcimi typmi pracovnej vrstvy:
C - pevná látka;
R - reliéfne.
1.4. Návrhy a rozmery reliéfnej pracovnej vrstvy musia zodpovedať tým, ktoré sú uvedené na výkrese a v tabuľke. 1a.
£) Vydavateľstvo noriem, 1982 ® Vydavateľstvo noriem IM K, 2002

1.5. Odchýlka od rovnobežnosti generických čiar reliéfu musí byť v rámci tolerancie na krok reliéfu.
Príklad symbolu pre látkový brúsny papier typu 2, s razenou pracovnou vrstvou, šírky 830 mm. 50 m dlhý, na strednom kepra č. 2 tvrdý, z bieleho elektrokorundu triedy 24A, zrnitosť 40-N, na poťahovom lepidle:
Poznámka. Na žiadosť spotrebiteľa je povolené vyrábať kože z brúsnych materiálov iných značiek alebo ich zmesí.
(Zmenené vydanie, Rev. K? 1, 2).
2.3. Na výrobu koží by sa ako základ mali používať bavlnené tkaniny podľa GOST 3357 v súlade s tabuľkou. 3.
Vezmime si a a ja:
1. Je povolené používať iné tkaniny, vrátane tých, ktoré sú vyrobené zo syntetických vlákien, ktorých fyzikálne a mechanické vlastnosti nie sú horšie ako uvedené.
2. Ak látka nemá stanovený symbol, je dovolené uviesť jej číslo výrobku v symbole kože.
(Upravené vydanie, Rev. č. 2).
2.4. Koža by mala byť vyrobená z brúsnych materiálov zrnitosti uvedenej v tabuľke. štyri.
(Upravené vydanie, Rev. č. I, 2).
2.5. Brúsny materiál musí byť spojený so základňou povrchovým lepidlom podľa GOST 3252 alebo inými spojmi podľa priemyselnej normatívnej a technickej dokumentácie.
Poznámka. Do zväzku je povolené zaviesť farbivá alebo farbiace pigmenty.
2.6. Zloženie zŕn surovín je podľa GOST 3647.
2.7. (Vymazané, Rev. č. 2).
2.7. J. Na pracovnej ploche pokožky so súvislou pracovnou vrstvou, celková plocha vrások, záhybov, oblastí bez brúsnych zŕn, vyplnená zväzkom. by nemala presiahnuť 0,5% plochy kotúčov.
R a m s n a s. Po dohode so spotrebiteľom je povolená celková plocha uvedených chýb najviac 1% plochy kotúča.
2.7.2. V kotúči koží nie sú povolené okraje so šírkou väčšou ako 10 mm s chybami.
2.7.1, 2.7.2.
2.7.3. Požiadavka na pracovnú plochu pokožky s reliéfnou pracovnou vrstvou je podľa GOST 6456.
2.N. Nerovnomernosť hrúbky kože by nemala presiahnuť hodnoty uvedené v tabuľke 5.
2.9. Pevnosť v ťahu a predĺženie kože by mali zodpovedať hodnotám uvedeným v tabuľke. 6.
(Upravené vydanie, Rev. č. 2).
2.10. Dané opotrebovanie kože by malo zodpovedať hodnotám uvedeným v tabuľke. 7.
2.11. Vlhkosť pokožky by mala byť 2-8%.
2.12. Index pevnosti fixácie brúsnych zŕn elektrokorundových koží K (pomer odobratého materiálu referenčnej tyče k hmotnosti zničenej lo základne pracovnej vrstvy) musí zodpovedať hodnotám uvedeným v tabuľke. 7a.
(Upravené vydanie, Rev. č. 1).
2.13. Koeficient aplikácie brúsneho materiálu na báze pre kožu s reliéfnou pracovnou vrstvou by mal byť 0,35-0,80.
(Dodatočne Rev. č. I).
2.14. Rezateľnosť kože za skúšobných podmienok uvedených v prílohe 2 musí zodpovedať hodnotám uvedeným v tabuľke. 76.
|
Tabuľka 76 |
||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||
|
Poznámka. Reznosť plášťa vyrobeného z kvalitných materiálov F14A a FI ZA by mala byť o 3 % vyššia, ako je uvedené v tabuľke. 76. |
(Upravené vydanie, Rev. č. 2).
3. PRAVIDLÁ PRIJÍMANIA
3.1. Preberacia kontrola a pravidelné testovanie by sa malo vykonávať na overenie, či kožušina spĺňa požiadavky tejto normy.
3.2. Akceptačná kontrola zhody s požiadavkami odsekov. 1.2, 2.7.1-2.7.3 musí byť podrobené najmenej 1 % zvitkov koží z dávky, najmenej však 3 kusy, podľa odsekov. 1,4, 1,5, 2,10. 2,12 a 2,14 - 0,1%, ale nie menej ako 3 ks.
3.1. 3.2. (Upravené vydanie, Rev. č. I).
3.2.1. Šarža musí pozostávať z koží rovnakých vlastností, vyrobených v jednej smene a súčasne predložených na prijatie podľa jedného dokumentu.
3.3. Ak sa pri preberacej kontrole zistí nesúlad s požiadavkami normy pre viac ako jeden kontrolovaný ukazovateľ, potom sa dávka neakceptuje.
(Upravené vydanie, Rev. č. 1).
3.3.1. Ak sa u jedného z kontrolovaných ukazovateľov zistí nesúlad s požiadavkami normy, vykoná sa opakovaná kontrola na dvojnásobnom počte kotúčov kože.
Ak sa pri prevzorkovaní vyskytnú chyby, dávka sa neakceptuje.
(Zavedené dodatočne, Rev. č. 1).
3.4. Výrobky (jedna z veľkostí kotúčov), ktoré prešli akceptačnou kontrolou (podľa článku 3.2), by sa mali podrobovať pravidelným skúškam zhody s požiadavkami článkov. 2.8 a 2.13 - 0,5% kotúčov, ale nie menej ako 3 kusy, odseky. 2.9 a 2.11 - 0,5 % zvitkov koží so zrnitosťou 80, 40, 8, 5 a M40, ale nie menej ako 3 kusy, položka 2.9 - kožky zo všetkých druhov.
(Upravené vydanie, Rev. č. 1).
3.5. Pravidelné testy by sa mali vykonávať aspoň raz ročne.
(Upravené vydanie, Rev. č. 2).
4. KONTROLNÉ A SKÚŠOBNÉ METÓDY
4.1. Znížené opotrebenie kože (pomer zrnitosti kože k jej olupovaniu) sa zisťuje na prístroji KZSH VNIIASH trením kože o kožu po dobu 2 minút silou 49 N.
(Upravené vydanie, Rev. č. 1).
4.1.1. Ďalšie skúšobné podmienky - podľa GOST 6456.
4.2. Stanovenie pevnosti v ťahu a predĺženia kože sa vykonáva podľa GOST 3813, s výnimkou bodu 1.2, pri teplote okolia. Na testovanie sa odoberajú vzorky s pracovným rozmerom 50 x 200 mm.
Predĺženie je riadené hodnotami lomovej sily uvedenej v tabuľke. 6.
(Zmenené vydanie, Rev. č. 1, 2).
4.3. Stanovenie reznej schopnosti a pevnostných ukazovateľov upevnenia brúsnych zŕn elektrokorundových koží je uvedené v prílohe č. stanovenie reznej schopnosti pazúrikových koží - podľa GOST 6456.
4.4. Rozmery a vzhľad pracovnej plochy, nerovnomernosť hrúbky a veľkosť sú určené podľa GOST 6456.
(Upravené vydanie, Rev. č. 1).
4.5. Vzory na kontrolu podľa paragrafov. 4.1-4.4 sa odoberajú z akéhokoľvek miesta kotúča, vzdialeného od konca kotúča alebo okrajov najmenej 10 mm. Hodnota ukazovateľov podľa ods. 4.1. 4.2, nepravidelnosti hrúbky a vlhkosti sa vypočítajú ako aritmetický priemer výsledkov troch stanovení.
4.6. Výpočet koeficientu aplikácie shlnfmateriálu na báze K a je uvedený v prílohe 3.
(Zavedené dodatočne, Rev. č. 1).
5. OZNAČENIE, BALENIE, DOPRAVA A SKLADOVANIE
5.1. Na nepracujúcom povrchu zvitku kože by sa malo aplikovať každých (235 ± 20) mm v pozdĺžnom smere a každých (200 ± 20) mm v priečnom smere:
Ochranná známka výrobcu:
Konvenčné označenie (okrem typu);
Číslo strany.
Akceptujme n a i:
1. Pri použití zmesi brúsnych materiálov by mala byť v symbole vyznačená značka hlavného brúsneho materiálu. pri použití zmesi zrnitostí - hlavná zrnitosť.
2. Po dohode so spotrebiteľom nemožno aplikovať rozmery rolky.
(Zmenené vydanie, Rev. č. 1, 2).
5.2. Označenia odkazov:
Mezdrovy lepidlo - M;
Kombinovaný väz - K.
5.3. Navíjanie koží do roliek by malo byť rovnomerné a hustá pracovná vrstva vonku, ktorá neumožňuje tvorbu vrások, záhybov a pokrčených miest.
Koncová plocha rolky musí byť rovná, výstupky hrán rolky do šírky 830 mm by nemali presiahnuť 20 mm. nad 830 mm šírka - 30 mm.
(Dodatočne zavedené, dodatok č. 2).
Sek. 6. (Vylúčené. Rev. č. 1).
PRÍLOHA I. (Vypúšťa sa Rev. č. 1).
PRÍLOHA 2 Povinné
METÓDA NA STANOVENIE REZNEJ SCHOPNOSTI A PEVNOSTI SILY BRÚSNYCH Zŕn
1. Vybavenie a materiály
1.1. Zariadenie na testovanie PSSH-3.
1.2. Technické váhy s chybou váženia najviac 0,01 g.
1.3. Vzorky kože 680 mm dlhé a 20 mm široké.
1.4. Tyč z kalibrovanej ocele triedy 45 podľa GOST 1051 s priemerom 10 mm a dĺžkou 250-300 mm.
2. Príprava na test
2.1. Prokromkovyvayut a zvážte kože.
2.2. Vzorka kože je upevnená na kovovom kotúči s priemerom 100 mm a leštenej tyči v držiaku nábojnice. Tyč by mala byť naklonená v smere otáčania disku tak. aby bol koniec tyče po brúsení plochý. Na tento účel sa brúsenie vykonáva brúsnym papierom zrnitosti 12 z bežného elektrokorundu po dobu 15 s pri radiálnej sile 19,6 N. Rýchlosť otáčania tyče je 36 min * rýchlosť brúsenia je 15 m/s.
3. Testovanie
3.1. Na určenie reznej schopnosti kože sa tyč brúsi v nasledujúcom režime: radiálna sila - 9,8 N, čas brúsenia - 1 min, rýchlosť brúsenia - 15 m/s, rýchlosť otáčania tyče - 36 min -
3.2. Dĺžka brúsenej časti tyče sa meria posuvným meradlom s chybou 0,05 mm.
3.3. D „1. stanovenie indexu pevnosti fixácie brúsnych zŕn, tyč sa ochladí na izbová teplota alebo nahradiť iným.
3.4. Tyč je brúsená v režime uvedenom v tabuľke.
|
ZRNO |
Rýchlosti brúsenia. |
Frekvencie a irashenka ciepxttii. min |
radiálna sila. H |
P rololzh a tel mnkt cyklus, C |
Životnosť nástroja KptiTcpiiik - minimálny úber kovu na nikel, mm |
| kde q. - dĺžka zemnej referenčnej tyče, mm; n je počet cyklov, kým sa nedosiahne kritérium trvanlivosti; D je rozdiel v hmotnostiach vzorky brúsneho papiera pred a po skúške, g. 4.3. Rezná sila a index pevnosti brúsnych zŕn sú určené ako aritmetický priemer výsledkov troch testov. PRÍLOHA 3 Povinné VÝPOČET KOEFICIENTU APLIKÁCIE BRÚSNEHO MATERIÁLU NA ZÁKLADE Koeficient nanášania brúsneho materiálu na podklad K a (pomer plochy podkladu s aplikovaným brúsnym materiálom k jeho celkovej ploche) sa vypočíta podľa vzorcov: Pre verziu 1 kde tyah je maximálna šírka reliéfu, mm. fmux - maximálny reliéfny krok, mm; Na vykonanie 2 Pre verziu 3 A n,.i\ 1 ~ f rn.n ~ Ya-n.,-. "jeden Pre verziu 4 kde a mla - minimálna šírka reliéfu, mm; f min - minimálny krok odľahčenia. mm. Im- osoby. č. 1)2354 alebo 14.07.2000. Odovzdané do súpravy 10.12.2001. Podpísané a opečiatkované 26.12.2001. Uel. rúra l. 1,40. Uch.-ed.l. 0,97. Obeh 127 ekv.*. Z roku 3253. Zákon. 1168. NPK a tvorca noriem. 107076. Moskva, pruh Kolodeimui. Písané a vytlačené v IPC Stanovenie noriem |
Nástroj Flex
brúsny papier- brúsny nástroj na pružnom základe s nanesenou vrstvou alebo niekoľkými vrstvami brúsneho materiálu, upevnený zväzkom. Vyrába sa na tkaninovej alebo papierovej báze, používa sa vo forme listov, pások, kotúčov, kruhov, kužeľov, lamelových brúsnych kotúčov a pod. Je určený na abrazívne opracovanie rôznych materiálov bez chladenia a s použitím chladiacej kvapaliny.
Základ
V závislosti od účelu brúsnej kože a požiadaviek na pevnosť počas prevádzky bavlna, zmesové tkaniny (osnova - bavlna, útek - viskózová technická niť), syntetické (nylon, lavsan), papier, vlákno, kombinovaný základ (látka + papier) sa používajú na jeho výrobu.
Poťahy na báze papiera (GOST 6456-82, GOST 10054-82)
V súlade s GOST 6456-82 používajú ruské výrobné podniky nasledujúce typy papierové základne (GOST 18277, GOST 10127) na výrobu brúsnych koží:
Autor: GOST 10054-82 na výrobu papier odolný voči vlhkosti brúsny papier používa tieto základy:
Poznámka:
Nemecké podniky používajú tieto typy papierových základov:
- trieda A - veľmi tenká (70 g/m2);
- trieda B - tenká (100 g / m2);
- stupeň C - stredný (120 g / m2);
- trieda D - hrubá (150 g/m2);
- trieda E - veľmi hrubá (220 g/m2);
Kože na báze látky (GOST 5009-82, GOST 13344-79)
Výrobcovia zo všetkých krajín najčastejšie používajú ako základ pre brúsne papiere vysokopevnostné bavlnené tkaniny. Syntetické materiály sa používajú oveľa menej často, pretože. majú tendenciu sa nerovnomerne naťahovať a strácať elasticitu.
Ruské výrobné podniky používajú v súlade s GOST 3357 tieto typy základov bavlnenej tkaniny:
|
Názov látky |
Symbol |
|
Extra ľahký hladký kepr farbený | |
|
Keprové svetlo č. 1 kruté | |
|
Svetlý keper č. 2 hladký farbený | |
|
Kepr stredný №1 ťažký | |
|
Stredný kepr №1 hladký farbený | |
|
Vážený keper №1 ťažký | |
|
Vážený keper č. 1 obyčajný farbený a ja | |
|
Kepr obzvlášť ľahký ťažký | |
|
Keprové svetlo č. 2 ťažké | |
|
Stredne tvrdý keper №2 | |
|
Kepr vážený č. 2 ťažký |
Na výrobu brúsnych textílií nepremokavých koží sa používajú textílie podľa GOST 3357, GOST 19196:
Poznámka:
GOST d je vynechané použitie iných tkanín, vrátane syntetických, ktorých vlastnosti nie sú horšie ako tie, ktoré sú uvedené.
V závislosti od podmienok a požiadaviek na prevádzku sa brúsny papier vyrába v týchto typoch: vodeodolné a vodeodolné.
Typy pleti
V závislosti od účelu sa vyrábajú vodeodolné a vodeodolné brúsne papiere na rôznych základoch v dvoch typoch:
Nepremokavá tkanina podľa GOST 5009-82
Typ 1- na strojové spracovanie nekovových materiálov, kovov a zliatin nízkej tvrdosti a na ručné spracovanie rôznych materiálov;
Typ 2- na strojové a ručné spracovanie tvrdých a silne viskóznych materiálov.
Vodeodolná tkanina GOST 13344-79
Typ 1- na strojové a ručné spracovanie dreva, plastov, lakových náterov a zliatin s nízkou tvrdosťou.
Typ 2- na strojové a ručné spracovanie tvrdých a silne viskóznych kovov a zliatin.
Nevodeodolný papier GOST 6456 - 82
Typ 1- na strojové a ručné spracovanie nekovových materiálov (drevo, koža, guma, plast a pod.);
Typ 2- na strojové a ručné spracovanie kovov, zliatin.
Poznámka:
GOST 10054-82 nešpecifikuje typy pre vodotesný papierový brúsny papier.
Typy pracovnej vrstvy
Podľa počtu vrstiev je brúsna tkanina nepremokavá tkanina určená:
O- jedna vrstva;
D- dvojvrstvový.
Ak sú pracovné vrstvy brúsneho materiálu umiestnené na oboch stranách pružnej základne, potom sa koža nazýva obojstranná.
Podľa spôsobu nanášania brúsneho materiálu na základ brúsneho plátna sa rozlišujú tieto typy pracovnej vrstvy:
C- pevný;
R- vyrazený
GOST 6456 - 82 (Papierový brúsny papier)
Verzie reliéfnej a pracovnej vrstvy podľa GOST 5009 - 82 (brúsna tkanina) musí zodpovedať tabuľke:
triedy
Záležiac na vzhľad a nerovnomerná hrúbka, brúsny papier tkaniva vodeodolný by sa malo urobiť triedy ALE a B. Podľa GOST 13344-79 by celková plocha vrások, záhybov, oblastí bez brúsnych zŕn, naplnená zväzkom, nemala presiahnuť 0,5% pre triedu A; trieda B - 2,0 % plochy rolky.
Bundle.
Spoje sa používajú na výrobu brúsnych koží. rôzne druhy a známky.
Vo výrobe nepremokavá tkanina, papier a kombinované kože, určené na abrazívne spracovanie bez chladenia alebo s použitím chladiacich kvapalín na báze oleja, petroleja alebo lakového benzínu, používa sa kožné lepidlo, prípadne kožné lepidlo v kombinácii s fenolformaldehydovými živicami.
Označenie:
M- lepidlo na kožu;
Komu- kombinovaný odkaz.
Vodotesný papier Brúsny papier je vyrobený s použitím laku PF-587, laku YAN-153, epoxidového laku a iných vodeodolných spojív.
Vodeodolná tkanina brúsny papier je vyrobený na syntetických spojivách - fenolformaldehydové živice SFZh-3038, SFZh-3039 podľa GOST 20907B, lak značky YAN-153 podľa NTD atď.
notačný systém
1. Označenie brúsneho papiera:
Na nepracujúcu časť povrchu kotúča brúsneho papiera sa musí naniesť každých (235 ± 20) mm v pozdĺžnom smere a každých (200 ± 20) mm v priečnom smere:
Symboly pre rôzne typy brúsnych listov sa od seba mierne líšia. Tu sú príklady symbolov pre prevažne používané 4 typy brúsnych koží:
Príklad 1: Látkový brúsny papier neodolný voči vode (GOST 5009-82) typ 2 s reliéfnou pracovnou vrstvou šírky 830 mm, dĺžky 50 m, na strednom kepra č. 2 tvrdý, z bieleho elektrokorundu triedy 24A, zrnitosť 40-N, na lepidlo na kožu:
2R 830x50 C2 24A 40-N M GOST 5009-82
(Vysvetlenie zápisu nájdete v tabuľke za príkladmi).
Príklad 2: Vodeodolná tkanina (GOST 13344-79) 2-vrstvový brúsny papier typ 2, šírka 820 mm, dĺžka 20 m, na báze tkaniny z hladko farbeného váženého kepra, zo zeleného karbidu kremíka 63 C, zrnitosť 40-H ( prvá vrstva) a 25-P (druhá vrstva), na fenolformaldehydovej živici:
D2 820x20 UG 63S 40-N/25-P SFZh GOST 13344-79.
Príklad 3: Nevodeodolný papierový brúsny papier (GOST 6456-82) typ 1, so súvislou pracovnou vrstvou C, šírka 1000 mm, dĺžka 50 m, na papieri triedy 0-200, z bežného elektrokorundu triedy 15A, zrnitosť 25-N, na lepidlo na kožu:
1C 1000x50 P2 15A 25-N M GOST 6456-82.
Príklad 4: Vodeodolný brúsny (GOST 10054-82) povrch v kotúči, šírka 750 mm, dĺžka 50 m na mokrom pevnom papieri, vyrobený zo zeleného karbidu kremíka, trieda 64C, zrnitosť 16P:
750x50 M 64S 16-P GOST 10054-82
Počet vrstiev brúsneho materiálu
O- jednovrstvový
D- dvojvrstvové (písmená sú uvedené pred uvedením typu brúsneho papiera)
Metóda brúsnej vrstvy
OD- pevný
R- vyrazený
OD- pevný
R- vyrazený
Bundle
M- lepidlo na kožu
Komu- kombinovaný odkaz
Označovanie lakov a živíc
M- lepidlo na kožu
Komu- kombinovaný odkaz
Označovanie lakov a živíc
2. Brúsne pásy
Podľa GOST 12439-79 majú brúsne pásy špeciálne označenie.
Príklad: Symbol nekonečného brúsneho pásu (LB) verzia 1, šírka H=100 mm, dĺžka L=3500 mm, vyrobený z bežného elektrokorundu triedy 15A, zrnitosť 25-N, vyrobený z brúsneho papiera podľa GOST 5009-82 na váženom hladkom zafarbení keper, trieda B:
LB 1 100x3500 15A 25-N 2 UG B GOST 12439-79
prevedenie:
1 - šírka rovná alebo menšia ako šírka valcovaného brúsneho papiera so švom pod uhlom 45-65 stupňov;
2 - širší ako je šírka zrolovaného brúsneho papiera so švom alebo švami pod uhlom 5-65 stupňov.
3. Brúsne cievky
B- na ručné spracovanie a na výrobu nekonečných brúsnych pásov;
bm- na strojové spracovanie;
BMP- s drážkovanými hranami pre strojové spracovanie.
Príklad: Bežné označenie brúsneho kotúča typu BM, šírka B = 50 mm, dĺžka 30 m, vyrobený z bežného elektrokorundu triedy 14A, zrnitosti 25-N, vyrobený z brúsneho papiera podľa GOST 5009-82, na svetlom keprove č. jednofarebné, trieda A.
BM 50x30 14A 25-N 2 L2G GOST 12439-79
4. Kruhy okvetných lístkov
5. Sieťové disky
V súčasnosti nie GOST. Pri objednávke sa odporúča uviesť materiál na základňu, značku mlecieho zrna a jeho zrnitosť, účel (suché mletie alebo s chladiacou kvapalinou).
6. Vláknové disky

Vyrábajú sa dva druhy:
1 - na brúsenie nekovov, neželezných kovov a ich zliatin;
2 - na brúsenie ocelí, nehrdzavejúcich, žiaruvzdorných a žiaruvzdorných zliatin.
Priemery kotúčov: 60, 70, 100, 150, 178, 225 mm.
Príklad symbolu:
Brúsny kotúč na vlákna typ 2, priemer 225 mm, priemer otvoru 22 mm, z bežného elektrokorundu triedy 14A, zrnitosť 16-P, na fenolformaldehydovej živici (C):
2 225x22 14A 16-P S GOST 8692-88
Označenie disku:
Na nepracujúcom povrchu disku je potrebné aplikovať:
- ochranná známka výrobcu;
- konvenčné označenie (okrem typu, rozmerov).
7. Kefy vyrobené z brúsnych vlákien

Fotografia brúsneho vlákna. Čierne škvrny sú brúsne zrná.
Pri objednávaní by ste mali uviesť hlavné rozmery kefy, zrnitosť brúsneho materiálu a taký ukazovateľ, ako je počet závitov na jednotku plochy.