विशेष विवरण।
- सैंडपेपर क्या है
- उत्पादन
- रिलीज़ फ़ॉर्म
- अंकन
- अनाज का गूढ़ रहस्य
- अन्य पदनाम
- बुनियाद
- सामग्री द्वारा अनाज के प्रकार
- आवेदन
- कैसे चुने?
सैंडपेपर, जिसे सैंडपेपर के रूप में भी जाना जाता है, सैंडपेपर, बढ़ईगीरी अपघर्षक का नाम है, जिसका आज कोई एनालॉग नहीं है। सामग्री का उपयोग विभिन्न उद्योगों और जीवन में एक निर्माण स्थल से एक कला कार्यशाला में किया जाता है।
एमरी कपड़ा विभिन्न उत्पादों के उत्पादन में लकड़ी, प्लास्टिक, चीनी मिट्टी और धातु की सतहों के मैनुअल और मशीन प्रसंस्करण के लिए है, जो ग्लूइंग के दौरान तत्वों के आसंजन में सुधार करने या पेंटिंग के लिए सतह तैयार करने के लिए है।
सैंडपेपर क्या है
सैंडिंग पेपर एक संयुक्त सामग्री है जिसमें निम्न शामिल हैं:

उत्पादन
सैंडपेपर का उत्पादन सबसे पहले चीन में 13वीं सदी में शुरू हुआ था। परास्नातक चर्मपत्र से चिपके नदी की रेतविभिन्न आकार, कुचल शैल रॉक, अगर-अगर गोंद या स्टार्च के साथ पौधे के बीज। बाद में, वे कुचले हुए कांच को एक अपघर्षक के रूप में उपयोग करने का विचार लेकर आए, जहाँ से "ग्लास पेपर" का रूप आया।
सैंडपेपर का सीरियल उत्पादन 1833 में लंदन में शुरू हुआ, फिर दुनिया भर में फैलना शुरू हुआ, तकनीक में सुधार हुआ और आज हम सबसे ज्यादा देख रहे हैं विभिन्न प्रकारयह उत्पाद।
उत्पादन चरण:
- पेपर बेस या फैब्रिक को पॉलिमर, अधिक बार रबर लेटेक्स के साथ लगाया जाता है।
- तैयार बेस पर गोंद लगाया जाता है, जिसे 30 ... 50 0 C तक गर्म किया जाता है।
- बल्क विधि का उपयोग करके वांछित अंश का अपघर्षक लगाया जाता है।
- अर्द्ध-तैयार उत्पाद को सुखाने के लिए ओवन में भेजा जाता है। तापमान शासनगोंद के प्रकार, अनाज अंश और अन्य कारकों पर निर्भर करता है।
इस प्रकार, मोटे कार्डबोर्ड, एक अपघर्षक पहिया या कुचल ग्लास, रेत से टुकड़ों का उपयोग करके, घर पर कम-गुणवत्ता वाले सैंडपेपर बनाना संभव है।
रिलीज़ फ़ॉर्म
तैयार उत्पादों को शीट्स को ढेर करके या उन्हें रोल में रोल करके स्टोर किया जाता है। शीट के जाले में पर्याप्त कठोरता होती है, इसलिए इसे मोड़ना मुश्किल होता है। रोल में सैंडपेपर भंडारण में अधिक कॉम्पैक्ट होता है, इसका अंश और अनाज का आकार शीट सैंडपेपर की तुलना में छोटा होता है।
अन्य रिलीज फॉर्म:
- अपघर्षक जाल एक निश्चित अनाज के साथ विरल कपड़ा है। पीसते समय, सबसे छोटे धूल के कण भी सामग्री से गुजरते हैं और छिद्रों में बंद नहीं होते हैं। इस कार्य पद्धति को "धूल रहित सैंडिंग" कहा जाता है।
- अपघर्षक पहिए - यांत्रिक उपकरणों के लिए नोजल के आकार में कटे हुए महीन दाने वाले सैंडपेपर। इसका उद्देश्य धातु की सतह को जंग से साफ करना और पुरानी परत को हटाना है।
- वेल्क्रो बन्धन के साथ या छेद के लिए बिजली के उपकरणों के लिए संलग्नक के रूप में कटे हुए विभिन्न ग्रिट्स के सैंडपेपर।
- सैंडिंग बेल्ट सैंडिंग मशीनों और मशीनों में भरने के लिए अभिप्रेत है।
अंकन
सैंडपेपर अंकन अपघर्षक के अंश और एकाग्रता को इंगित करता है। घरेलू GOST 3647-80 प्रति 1 वर्ग इकाई में विभिन्न आकारों के अनाज की संख्या को परिभाषित करता है, लेकिन यह वर्गीकरण अप्रचलित माना जाता है। आज, सैंडिंग पेपर अंतर्राष्ट्रीय आईएसओ मानकों का अनुपालन करता है, यह पदनाम उत्पाद के पीछे पाया जा सकता है। यह ध्यान दिया जाना चाहिए कि पुराने गोस्ट के डेटा और अंतरराष्ट्रीय मानकों के मूल्य एक दूसरे के साथ ओवरलैप करते हैं। उनके पत्राचार को तालिका में देखा जा सकता है।
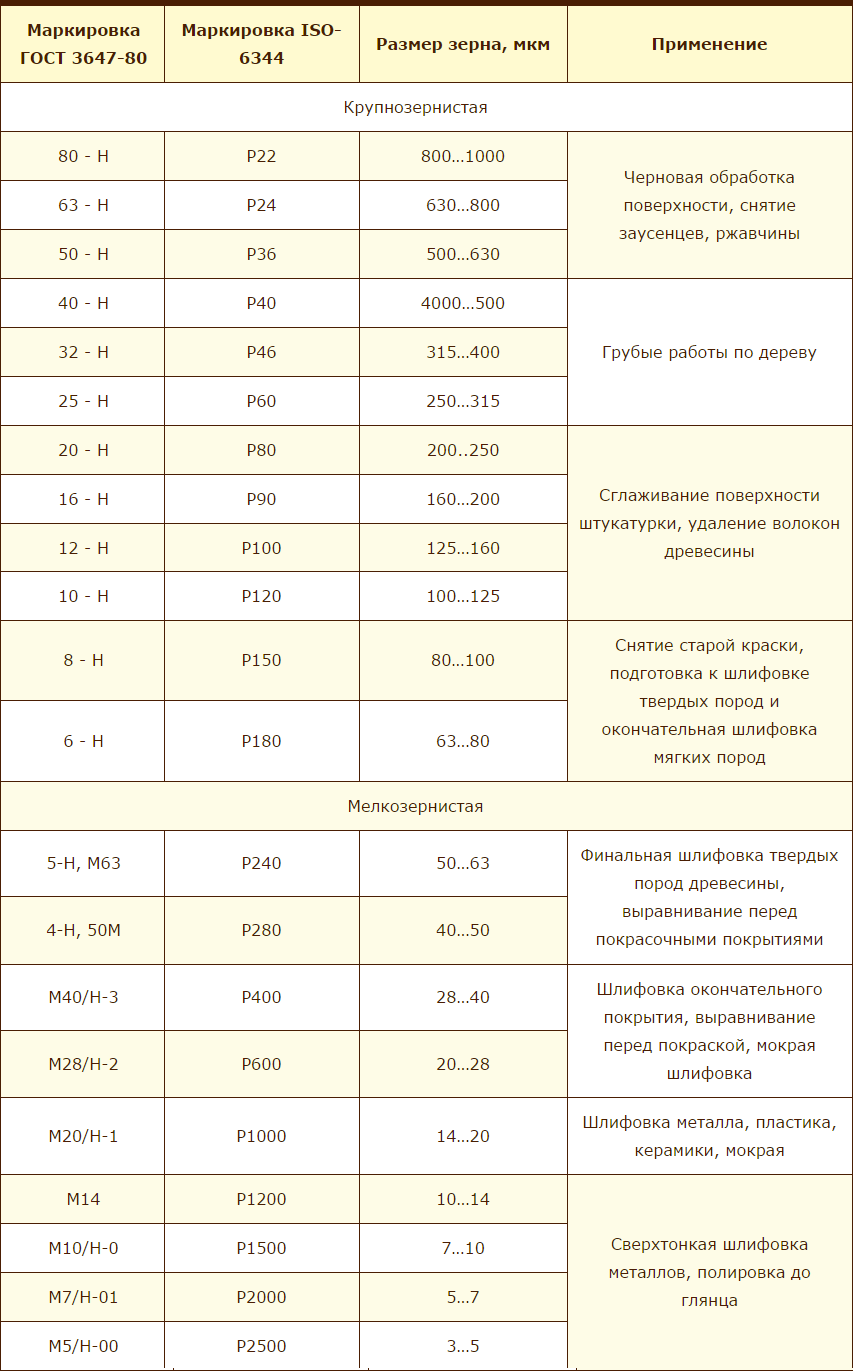
पुराने और नए मानकों के बीच मुख्य अंतर अंकन में संख्याओं के विभिन्न संचलन में निहित है:
- GOST 3647-80 में, अनाज के आकार और घनत्व के मान घटते हैं, जो काफी तार्किक है;
- नए मानक ISO 6344 (GOST 52318-2005) में, अंकन में घटते मूल्य के साथ उत्पाद संख्या बढ़ती है।
अनाज का गूढ़ रहस्य
पदनाम में "पी" अक्षर दाने का संकेत देता है। अक्षर के पीछे जितना अधिक मूल्य होता है, त्वचा का अंश उतना ही महीन होता है। P400 एक प्रसिद्ध शून्य है। P600…P2500 में छोटे अंश और लगभग चिकनी सतह होती है, उनका दानेदारपन स्पर्श करने पर ध्यान देने योग्य नहीं होता है। इस सैंडपेपर का उपयोग उद्योग में पॉलिशिंग को पूरा करने के लिए किया जाता है।
पुराने गोस्ट में चीजें अलग थीं। उदाहरण के लिए 10-एच: पहले अंक का मतलब है कि उत्पाद की सतह पर 100 माइक्रोन सेल वाली छलनी के आकार का एक अपघर्षक लगाया जाता है। इंडेक्स जितना छोटा होगा, स्क्रीनिंग का आकार उतना ही छोटा होगा।
अन्य पदनाम
सैंडपेपर के प्रकार आधार की संरचना और अनाज के गुणों में भिन्न होते हैं। यह जानकारी उत्पाद लेबलिंग में भी दिखाई देती है।
- अक्षर "L" उत्पाद के शीट रूप को इंगित करता है। रोल किसी भी तरह से इंगित नहीं किया गया है।
- "M" अक्षर वाटरप्रूफ सैंडपेपर के लिए है।
- "पी" चिह्नित उत्पाद नमी के संपर्क के बिना सूखे उत्पादों को पीसने के लिए है।
- "1" - नरम सतहों के लिए अपघर्षक, "2" - कठोर के लिए।
एक निश्चित प्रकार के काम के लिए एक एमरी चुनने के लिए, न केवल मुख्य वर्गीकरण को ध्यान में रखना चाहिए, बल्कि शीट के पीछे दी गई जानकारी भी प्रदान की जानी चाहिए।
बुनियाद
घर्षण कागज विभिन्न सामग्रियों पर बनाया जा सकता है:

बिक्री पर आप स्पंज बेस के साथ पेपर पा सकते हैं। यह अच्छी तरह से धूल से गुजरता है, नमी से डरता नहीं है, और लंबे समय तक मैनुअल और मैकेनिकल काम के लिए उपयुक्त है।
सामग्री द्वारा अनाज के प्रकार
अपघर्षक विभिन्न आधारों पर बनाया जाता है:
- सिलिकॉन कार्बाइड (कार्बोरंडम) धातु, प्लास्टिक से बनी कठोर सतहों के साथ काम करने के लिए उपयुक्त है।
- अनार के दाने एक ही समय में कठोर और मुलायम होते हैं: ऐसा अपघर्षक कागज लकड़ी की सतह से अनियमितताओं को दूर करने और तंतुओं को सील करने में सक्षम होता है, ताकि पेंट या वार्निश की परत समान रूप से बनी रहे।
- लकड़ी को समतल करने के लिए उपयोग किए जाने वाले मोटे अनाज वाले सैंडपेपर बनाने के लिए मिट्टी के पात्र का उपयोग किया जाता है।
- एल्यूमीनियम ऑक्साइड काफी कीमत की सामग्री है, लेकिन इसकी सेवा का जीवन इसके "हमवतन" के लिए प्रभावशाली है: पीसने के दौरान नरम क्रिस्टल टूट जाते हैं, सतह को चिकना कर देते हैं, लेकिन उनके स्थान पर समान तेज किनारों वाले छोटे कण बनते हैं।
- डायमंड सैंडपेपर सबसे कठिन और सबसे महंगा है। लगभग खराब नहीं होता है, यह मुख्य रूप से उद्योग में उत्पादों के मशीन प्रसंस्करण के लिए उपयोग किया जाता है।
आवेदन
- पेंटिंग या वार्निशिंग के लिए सतह तैयार करते समय बढ़ईगीरी में लकड़ी के लिए सैंडपेपर आवश्यक है।
- निर्माण में, सैंडपेपर उपयोग करने से पहले प्लास्टर और पुट्टी, लकड़ी के रेशों पर लगी गंदगी को साफ करता है। साथ ही, त्वचा पर पेंट के धब्बे से छुटकारा पाने में मदद मिलती है।
- कार की मरम्मत: पुराने पेंट को हटाना, पुट्टी लगाने के लिए सतह तैयार करना, ग्लॉस मैटिंग।
- फर्नीचर के निर्माण और मरम्मत में और कई अन्य उद्योगों में।
कैसे चुने?
चुनते समय, आपको न केवल लागत पर बल्कि उत्पाद की विशेषताओं पर भी ध्यान देना चाहिए।
गोस्ट 13344-79
अंतर्राष्ट्रीय मानक
स्किन ग्राइंडिंग
फ़ैब्रिक वाटर-रेज़िस्टेंट
तकनीकी शर्तें
आईपीके मानक प्रकाशन गृह
मास्को
अंतरराज्यीय मानक
परिचय तिथि 01.01.81
यह मानक पानी, तेल, मिट्टी के तेल, आदि पर आधारित कटिंग द्रव के उपयोग के साथ और उसके बिना विभिन्न सामग्रियों के अपघर्षक प्रसंस्करण के उद्देश्य से जलरोधक कपड़े अपघर्षक कागज पर लागू होता है।
1. प्रकार और आयाम
1.1। पीसने वाली त्वचा इस प्रकार की होनी चाहिए:
1 - लकड़ी, प्लास्टिक, वार्निश कोटिंग्स और कम कठोरता वाले मिश्र धातुओं की मशीन और मैन्युअल प्रसंस्करण के लिए;
2 - कठोर और सख्त धातुओं और मिश्र धातुओं की मशीन और मैन्युअल प्रसंस्करण के लिए।
1.2. (हटाया गया, रेव. नंबर 1)।
1.3। पीसने वाली त्वचा निम्न प्रकार की होनी चाहिए:
ओ - एकल परत;
डी - दो-परत।
टिप्पणियाँ :
1. उपभोक्ता के अनुरोध पर, 840 मिमी से अधिक की चौड़ाई और 30 मीटर से अधिक की लंबाई वाले रोल बनाने की अनुमति है।
2. उपभोक्ता के आदेश से निर्माण की अनुमति है सैंडपेपरपीसने वाली सामग्री या उनके मिश्रण के अन्य ग्रेड और ग्रिट्स से।
प्रतीक उदाहरणवाटरप्रूफ फैब्रिक टू-लेयर सैंडिंग पेपर टाइप 2, 820 मिमी चौड़ा, 20 मीटर लंबा, सादे रंगे भारित टवील के फैब्रिक बैकिंग पर, ग्रीन सिलिकॉन कार्बाइड ग्रेड 63C, फिनोल-फॉर्मेल्डिहाइड रेजिन पर 40-N और 25-P ग्रिट्स:
डी 2 820 ´ 20 यूजी 63एस 40-एन/25-पी एसएफजेड गोस्ट 13344-79
(बदला हुआ संस्करण, रेव. नंबर 1, ).
2. तकनीकी आवश्यकताएँ
2.1। पीसने वाली त्वचा को सामान्य इलेक्ट्रोकोरंडम ग्रेड 15A, 14A और 13A से बनाया जाना चाहिए; सफेद इलेक्ट्रोकोरंडम ग्रेड 25A, 24A और 23A; ब्लैक सिलिकॉन कार्बाइड ग्रेड 55C, 54C और 53C; ग्रीन सिलिकॉन कार्बाइड ग्रेड 64C और 63C।
अन्य अनाज के आकार की खाल के लिए, इन दोषों का कुल क्षेत्रफल रोल के क्षेत्रफल के 1% से अधिक नहीं होना चाहिए।
खाल के एक रोल में, दोषों के साथ 10 मिमी से अधिक की चौड़ाई वाले किनारों की अनुमति नहीं है।
(संशोधित संस्करण, रेव. संख्या 3)।
2.7. (छोड़ा गया, परिवर्तन नंबर 1)।
_________
* टैब। 2. (हटाया गया, रेव. नंबर 1)।
(संशोधित संस्करण, रेव. नंबर 1)।
टिप्पणी . ब्रेकिंग लोड और ऊतकों के बढ़ाव के मान, तालिका में प्रदान नहीं किए गए हैं। , कपड़े पी से कम नहीं होना चाहिए।
2.10। अपघर्षक अनाज को ठीक करने के लिए शक्ति संकेतक परिशिष्ट में दर्शाए गए हैं।
(संशोधित संस्करण, रेव. संख्या 3)।
2.11 - 2.12. (अतिरिक्त रूप से पेश किया गया, संशोधन संख्या 3)।
3. स्वीकृति नियम
3.1। इस मानक की आवश्यकताओं के साथ अपघर्षक त्वचा के अनुपालन को नियंत्रित करने के लिए, स्वीकृति नियंत्रण और आवधिक परीक्षण किए जाते हैं।
(संशोधित संस्करण, रेव. संख्या 3)।
3.3। यदि, स्वीकृति नियंत्रण के दौरान, एक से अधिक नियंत्रित संकेतक के लिए मानक की आवश्यकताओं का अनुपालन नहीं किया जाता है, तो लॉट स्वीकार नहीं किया जाता है।
यदि नियंत्रित संकेतकों में से एक के लिए मानक की आवश्यकताओं के साथ एक विसंगति स्थापित की जाती है, तो पीसने वाली खाल के रोल की दोहरी संख्या पर दूसरा नियंत्रण किया जाता है। यदि पुन: प्रतिदर्श में दोष हैं, तो लॉट स्वीकार नहीं किया जाता है।
(संशोधित संस्करण, रेव. संख्या 3)।
3.5। वर्ष में कम से कम एक बार आवधिक परीक्षण किए जाने चाहिए।
(संशोधित संस्करण, रेव. संख्या 3)।
4. नियंत्रण और परीक्षण के तरीके
(संशोधित संस्करण, रेव. नंबर 1,).
4.2। अपघर्षक, खाल, साथ ही अपघर्षक अनाज की फिक्सिंग ताकत और जल प्रतिरोध गुणांक की काटने की क्षमता को निर्धारित करने की विधि परिशिष्ट में इंगित की गई है।
5. मार्किंग, पैकेजिंग, परिवहन और भंडारण
5.1। रोल की गैर-कामकाजी सतह पर, अनुप्रस्थ और अनुदैर्ध्य दिशाओं में प्रत्येक 150 मिमी से अधिक स्पष्ट रूप से चिह्नित नहीं किया जाना चाहिए:
बी) सैंडपेपर का सशर्त पदनाम (प्रकार, प्रकार, आकार के पदनाम के बिना);
सी) बैच संख्या।
टिप्पणियाँ ।
1. (हटाया गया, रेव. नंबर 1)।
2. दो-परत वाली त्वचा पर, निचली परत के दाने के आकार को इंगित किया जाना चाहिए। उदाहरण के लिए, 40-एन / 25-पी ग्रैन्युलैरिटी की दो-परत त्वचा के निर्माण में, निचली परत की ग्रैन्युलैरिटी इंगित की जाती है - 40-एन।
(परिवर्तित संस्करण, Rev. No. 1, ).
5.2। रोल में सैंडिंग पेपर की वाइंडिंग टाइट होनी चाहिए और यहां तक कि झुर्रियां, सिलवटों और झुर्रियों वाले क्षेत्रों को बनने से रोकना चाहिए।
अंत की सतह सम होनी चाहिए, किनारों का फैलाव 20 मिमी से अधिक नहीं होना चाहिए। रोल को अंत में स्थापित करते समय, उभरे हुए किनारों को 7 मिमी से अधिक झुर्रीदार नहीं होना चाहिए।
5.4। पैक किए गए रोल को स्पष्ट रूप से चिह्नित जानकारी के साथ लेबल या मुद्रांकित किया जाना चाहिए:
ए) निर्माता का ट्रेडमार्क;
बी) पीसने वाली खाल का प्रतीक;
ग) रिलीज की तारीख और बैच संख्या;
डी) तकनीकी नियंत्रण टिकट।
टिप्पणी। YAN-153 लाख या इसी तरह की सामग्री का उपयोग करके बनाए गए सैंडपेपर के रोल पर भंडारण और परिवहन स्थितियों को इंगित करने वाले लेबल के साथ लेबल किया जाना चाहिए।
(संशोधित संस्करण, रेव. नंबर 1)।
(संशोधित संस्करण, रेव. संख्या 3)।
2. (छोड़ा गया, परिवर्तन संख्या 3)।
सूचना डेटा
1. यूएसएसआर के मशीन टूल और टूल उद्योग मंत्रालय द्वारा विकसित और प्रस्तुत किया गया
2. 13 सितंबर, 1979 को मानक संख्या 3555 के लिए यूएसएसआर स्टेट कमेटी की डिक्री द्वारा अनुमोदित और प्रस्तुत किया गया
3. GOST 13344-67 को बदलें
4. संदर्भ नियम और तकनीकी दस्तावेज
5. मानकीकरण, मेट्रोलॉजी और प्रमाणन के लिए अंतरराज्यीय परिषद (IUS 11-12-94) के प्रोटोकॉल नंबर 5-94 के अनुसार वैधता अवधि की सीमा को हटा दिया गया था।
6. संस्करण (जुलाई 2003) संशोधन संख्या 1, 2, 3 के साथ, फरवरी 1983, जून 1985, जुलाई 1989 में अनुमोदित (IUS 6-83, 9-85, 11-89)
स्वीकृत किया गया और लागू किया गया
यूएसएसआर के राज्य मानक का फरमान
दिनांक 13 सितंबर, 1979 एन 3555
एसएसआर संघ के राज्य मानक
वाटर-रेज़िस्टेंट फ़ैब्रिक ग्राइंडिंग त्वचा
तकनीकी शर्तें
पनरोक अपघर्षक कपड़ा। विशेष विवरण
गोस्ट 13344-79
समूह G25
ओकेपी 39 8500
गोस्ट 13344-67 के बजाय
लागू होने की तिथि
1 जनवरी, 1981
यूएसएसआर के मशीन-टूल और टूल उद्योग मंत्रालय द्वारा विकसित और पेश किया गया।
डेवलपर: एल.ए. ग्रीको, वी.आई. डोंब्रोव्स्की, एम.ए. ज़ैतसेवा, एल.ए. कोगन, वी.एस. क्रावचेंको, टी.ए. क्रिवत्सोवा, ए.ए. पाइलनेव, ई.एस. प्लॉटकिना, वी.ए. रयबाकोव, एस.के. रोसिन।
13 सितंबर, 1979 एन 3555 के मानक के लिए यूएसएसआर स्टेट कमेटी की डिक्री द्वारा अनुमोदित और प्रभावी।
पहले चेक की अवधि 1989 है, चेक की आवृत्ति 5 वर्ष है।
संदर्भ विनियामक और तकनीकी दस्तावेज
────────────────────────────────────────┬────────────────────────
────────────────────────────────────────┼────────────────────────
GOST 1051-73│1.4, परिशिष्ट 1
गोस्ट 2228-81│5.3
गोस्ट 3357-72│2.2
गोस्ट 3647-80│2.4
गोस्ट 6456-82│4.1
गोस्ट 8273-75│5.3
गोस्ट 19196-93│2.2
गोस्ट 20907-75│2.3
गोस्ट 27181-86│4.1
गोस्ट 27595-88│5.12
मानकीकरण, मैट्रोलोजी और प्रमाणन के लिए अंतरराज्यीय परिषद (IUS 11-12-94) के प्रोटोकॉल के अनुसार वैधता अवधि को हटा दिया गया था।
फरवरी 1983, जून 1985, जुलाई 1989 (IUS 6-83, 9-85, 11-89) में स्वीकृत परिवर्तन एन 1, 2, 3 के साथ पुन: जारी (अप्रैल 1997)।
यह मानक पानी, तेल, मिट्टी के तेल, आदि पर आधारित कटिंग द्रव के उपयोग के साथ और उसके बिना विभिन्न सामग्रियों के अपघर्षक प्रसंस्करण के उद्देश्य से जलरोधक कपड़े अपघर्षक कागज पर लागू होता है।
1. प्रकार और आयाम
1.1। पीसने वाली त्वचा इस प्रकार की होनी चाहिए:
1 - लकड़ी, प्लास्टिक, वार्निश कोटिंग्स और कम कठोरता वाले मिश्र धातुओं की मशीन और मैन्युअल प्रसंस्करण के लिए;
2 - कठोर और सख्त धातुओं और मिश्र धातुओं की मशीन और मैन्युअल प्रसंस्करण के लिए।
1.2। (हटाया गया, रेव. एन 1.)
1.3। पीसने वाली त्वचा निम्न प्रकार की होनी चाहिए:
ओ - एकल परत;
डी - दो-परत।
1.4। पीसने वाली त्वचा को रोल में बनाया जाना चाहिए, जिसके आयाम और दाने के आकार तालिका में बताए गए के अनुरूप होने चाहिए। एक।
तालिका नंबर एक
────────────────┬───────────┬───────────────────┬────────────────
पीसने का प्रकार│अनाज का आकार│ चौड़ाई, मिमी (पिछला। │लंबाई, मिमी (पिछला।
खाल││ बंद +/- 15)│ बंद +/- 0.3)
O│50-M40│600; 725; 745; 775;│20; तीस
││800; 820; 840│
────────────────┼───────────┼───────────────────┼────────────────
D│50-M40│725; 745; 775; 800;│20
││820; 840│
टिप्पणियाँ। 1. उपभोक्ता के अनुरोध पर, 840 मिमी से अधिक की चौड़ाई और 30 मीटर से अधिक की लंबाई वाले रोल बनाने की अनुमति है।
2. उपभोक्ता के अनुरोध पर, अन्य ग्रेड और अपघर्षक सामग्री या उनके मिश्रण के दाने के आकार से सैंडिंग पेपर बनाने की अनुमति है।
वाटरप्रूफ फ़ैब्रिक टू-लेयर सैंडिंग पेपर टाइप 2, 820 मिमी चौड़ा, 20 मीटर लंबा, प्लेन-डाइड वेटेड टवील से बने फ़ैब्रिक बेस पर, ग्रीन सिलिकॉन कार्बाइड ग्रेड 63C से बने, 40-N ग्रिट्स और ग्रिट्स के प्रतीक का एक उदाहरण 25-पी, फिनोल-फॉर्मेल्डीहाइड राल पर:
D2 820 x 20 UG 63S 40-N/25-P SFZh GOST 13344-79
(परिवर्तित संस्करण, रेव. एन 1, 2, 3.)
2. तकनीकी आवश्यकताएँ
2.1। पीसने वाली त्वचा को सामान्य इलेक्ट्रोकोरंडम ग्रेड 15A, 14A और 13A से बनाया जाना चाहिए; सफेद इलेक्ट्रोकोरंडम ग्रेड 25A, 24A और 23A; ब्लैक सिलिकॉन कार्बाइड ग्रेड 55C, 54C और 53C; ग्रीन सिलिकॉन कार्बाइड ग्रेड 64C और 63C।
2.2। सैंडपेपर के निर्माण के लिए, GOST 3357, GOST 19196 के अनुसार कपड़े, विशेष मजबूत टवील (SP), मध्यम टवील N 1 एक-रंग (S1G), भारित टवील (UG), आधा-डबल एक-रंग (P) होना चाहिए उपयोग किया गया।
टिप्पणियाँ। 1. सिंथेटिक फाइबर सहित अन्य कपड़ों के उपयोग की अनुमति है।
2. यदि कपड़े में एक स्थापित प्रतीक नहीं है, तो उसे कपड़े के लेख को त्वचा के प्रतीक में इंगित करने की अनुमति है।
2.3। पीसने वाली सामग्री को GOST 20907 के अनुसार फिनोल-फॉर्मेल्डिहाइड रेजिन ग्रेड SFZh-3038 और SFZh-3039, नियामक और तकनीकी दस्तावेज (NTD) के अनुसार वार्निश ग्रेड YAN-153 के साथ मजबूती से जुड़ा होना चाहिए।
टिप्पणी। अन्य बाइंडरों को उनके भौतिक और यांत्रिक गुणों के संदर्भ में उपयोग करने की अनुमति है, जो संकेतित से भी बदतर नहीं हैं।
2.4। पीसने वाली सामग्री की अनाज संरचना - सूचकांक पी और एन के साथ GOST 3647 के अनुसार।
टिप्पणी। उपभोक्ता के अनुरोध पर, 65% या अधिक की मुख्य अंश सामग्री के साथ पीस सामग्री का उपयोग करने की अनुमति है।
2.5। (हटाया गया, रेव. एन 3.)
2.6। सैंडपेपर की कामकाजी सतह पर, झुर्रियों, सिलवटों का कुल क्षेत्रफल, बिना अपघर्षक अनाज वाले क्षेत्र, बाइंडर से भरे हुए, अनाज के आकार 25 और 20 के लिए रोल क्षेत्र का 0.5% से अधिक नहीं होना चाहिए।
अन्य अनाज के आकार की खाल के लिए, इन दोषों का कुल क्षेत्रफल रोल के क्षेत्रफल के 1% से अधिक नहीं होना चाहिए।
खाल के एक रोल में, दोषों के साथ 10 मिमी से अधिक की चौड़ाई वाले किनारों की अनुमति नहीं है।
(परिवर्तित संस्करण, रेव. एन 3.)
2.7। (हटाया गया, रेव. एन 1.)
टैब। 2. (हटाया गया, रेव. एन 1.)
2.8। सैंडपेपर की असमान मोटाई तालिका में निर्दिष्ट मूल्यों के अनुरूप होनी चाहिए। 3.
टेबल तीन
─────────────────────────────────┬───────────────────────────────
अनाज का आकार│मोटाई की असमानता, मिमी, नहीं
─────────────────────────────────┼───────────────────────────────
8 और छोटा│0.05
(परिवर्तित संस्करण, रेव. एन 1.)
2.9। एयर-ड्राई सैंडपेपर की तन्य शक्ति और बढ़ाव तालिका में निर्दिष्ट मूल्यों के अनुरूप होना चाहिए। 4.
तालिका 4
─────────────────┬─────────────────────────┬─────────────────────
कपड़े पदनाम│कम, दिशाओं में│अनुदैर्ध्य में
├──────────────┬───────────┤ दिशा, %, नहीं
│अनुदैर्ध्य│अनुप्रस्थ│अधिक
─────────────────┼──────────────┼──────────┼─────────────────────
जेवी│1764│784│3
С1Г│1127│230│7
यूजीपी│1372│353│8
П│980│588│9
टिप्पणी। ब्रेकिंग लोड और ऊतकों के बढ़ाव के मान, तालिका में प्रदान नहीं किए गए हैं। 4, कपड़े पी से कम नहीं होना चाहिए।
2.10। अपघर्षक दानों को ठीक करने के लिए शक्ति संकेतक परिशिष्ट 2 में दिए गए हैं।
2.9, 2.10। (परिवर्तित संस्करण, रेव. एन 3.)
2.11। परिशिष्ट 1 में निर्दिष्ट पीस शर्तों के तहत सैंडपेपर की काटने की क्षमता तालिका में निर्दिष्ट मूल्यों के अनुरूप होनी चाहिए। पंज।
तालिका 5
───────────────┬─────────────────────────────────────────────────
अनाज का आकार│ काटने की क्षमता, मिमी3/मिनट, इससे कम नहीं
├───────────────────────────────┬─────────────────
│सिलिकॉन कार्बाइड│इलेक्ट्रोकोरंडम
───────────────┼───────────────────────────────┼─────────────────
2.12। पानी के प्रतिरोध का गुणांक (सूखे सैंडपेपर की काटने की क्षमता के लिए पानी में भिगोए गए सैंडपेपर की काटने की क्षमता का अनुपात) कम से कम 0.75 होना चाहिए।
2.11, 2.12। (अतिरिक्त रूप से प्रस्तुत, रेव. एन 3.)
3. स्वीकृति नियम
3.1। इस मानक की आवश्यकताओं के साथ अपघर्षक त्वचा के अनुपालन को नियंत्रित करने के लिए, स्वीकृति नियंत्रण और आवधिक परीक्षण किए जाते हैं।
(परिवर्तित संस्करण, रेव. एन 3.)
3.2। पैराग्राफ की आवश्यकताओं के अनुपालन के लिए स्वीकृति नियंत्रण। 1.4 (आयामों के संदर्भ में) और 2.6 को पैराग्राफ के अनुसार बैच से सैंडपेपर के कम से कम 1% रोल के अधीन होना चाहिए, लेकिन 3 टुकड़ों से कम नहीं होना चाहिए। 2.11 - 0.1%, लेकिन 3 पीसी से कम नहीं।
बैच में समान विशेषताओं के खाल के रोल शामिल होने चाहिए, जो एक शिफ्ट में बने हों और साथ ही एक दस्तावेज़ के अनुसार स्वीकृति के लिए प्रस्तुत किए गए हों।
3.3। यदि, स्वीकृति नियंत्रण के दौरान, एक से अधिक नियंत्रित संकेतक के लिए मानक की आवश्यकताओं का अनुपालन नहीं किया जाता है, तो लॉट स्वीकार नहीं किया जाता है।
यदि नियंत्रित संकेतकों में से एक के लिए मानक की आवश्यकताओं के साथ एक विसंगति स्थापित की जाती है, तो पीसने वाली खाल के रोल की दोहरी संख्या पर दूसरा नियंत्रण किया जाता है। यदि पुन: प्रतिदर्श में दोष हैं, तो लॉट स्वीकार नहीं किया जाता है।
(परिवर्तित संस्करण, रेव. एन 3.)
3.4। उत्पाद (रोल के आकार में से एक) जो स्वीकृति नियंत्रण पारित कर चुके हैं, उन्हें पैराग्राफ की आवश्यकताओं के अनुपालन के लिए आवधिक परीक्षणों के अधीन होना चाहिए। 2.8 और 2.12 रोल के बैच के 0.5% से कम नहीं, लेकिन 3 पीसी से कम नहीं।, खंड 2.9 के अनुसार - 40/25 के दाने के आकार के साथ सैंडिंग पेपर के रोल के 0.5% से कम नहीं; 40; 25; आठ; 5 और 4, लेकिन 3 टुकड़ों से कम नहीं, खंड 2.9 के अनुसार - सभी प्रकार के कपड़ों पर।
(परिवर्तित संस्करण, रेव. एन 1, 3.)
3.5। वर्ष में कम से कम एक बार आवधिक परीक्षण किए जाने चाहिए।
(परिवर्तित संस्करण, रेव. एन 3.)
4. नियंत्रण और परीक्षण के तरीके
4.1। परीक्षण के तरीके - GOST 6456 के अनुसार।
तन्य शक्ति और बढ़ाव का नियंत्रण - GOST 27181 के अनुसार।
(परिवर्तित संस्करण, रेव. एन 1, 3.)
4.2। अपघर्षक त्वचा की काटने की क्षमता, साथ ही अपघर्षक अनाज को ठीक करने की ताकत और जल प्रतिरोध के गुणांक को निर्धारित करने की विधि परिशिष्ट 1 में इंगित की गई है।
5. मार्किंग, पैकेजिंग, परिवहन और भंडारण
5.1। रोल की गैर-कामकाजी सतह पर, अनुप्रस्थ और अनुदैर्ध्य दिशाओं में प्रत्येक 150 मिमी से अधिक स्पष्ट रूप से चिह्नित नहीं किया जाना चाहिए:
ए) निर्माता का ट्रेडमार्क;
बी) सैंडपेपर का सशर्त पदनाम (प्रकार, प्रकार, आकार के पदनाम के बिना);
सी) बैच संख्या।
टिप्पणियाँ।
2.1। (हटाया गया, रेव. एन 1.)
2. दो-परत वाली त्वचा पर, निचली परत के दाने के आकार को इंगित किया जाना चाहिए। उदाहरण के लिए, 40-एन / 25-पी ग्रैन्युलैरिटी की दो-परत त्वचा के निर्माण में, निचली परत की ग्रैन्युलैरिटी इंगित की जाती है - 40-एन।
(परिवर्तित संस्करण, रेव. एन 1, 3.)
5.2। रोल में सैंडिंग पेपर की वाइंडिंग टाइट होनी चाहिए और यहां तक कि झुर्रियां, सिलवटों और झुर्रियों वाले क्षेत्रों को बनने से रोकना चाहिए।
अंत की सतह सम होनी चाहिए, किनारों का फैलाव 20 मिमी से अधिक नहीं होना चाहिए। रोल को अंत में स्थापित करते समय, उभरे हुए किनारों को 7 मिमी से अधिक झुर्रीदार नहीं होना चाहिए।
5.3। ग्राइंडिंग पेपर रोल को GOST 8273 और GOST 2228 या अन्य पैकेजिंग सामग्री के अनुसार कागज में लपेटा जाना चाहिए। रैपिंग पेपर की परतों को रोल के सिरों को सुरक्षित रूप से बंद करना चाहिए और परिवहन के दौरान स्किन रोल के संरक्षण को सुनिश्चित करना चाहिए।
(परिवर्तित संस्करण, रेव. एन 3.)
5.4। पैक किए गए रोल को स्पष्ट रूप से चिह्नित जानकारी के साथ लेबल या मुद्रांकित किया जाना चाहिए:
ए) निर्माता का ट्रेडमार्क;
बी) पीसने वाली खाल का प्रतीक;
ग) रिलीज की तारीख और बैच संख्या;
डी) तकनीकी नियंत्रण टिकट।
टिप्पणी। YAN-153 लाख या इसी तरह की सामग्री का उपयोग करके बनाए गए सैंडपेपर के रोल पर भंडारण और परिवहन स्थितियों को इंगित करने वाले लेबल के साथ लेबल किया जाना चाहिए।
(परिवर्तित संस्करण, रेव. एन 1.)
5.5 - 5.11। (बहिष्कृत, रेव. एन 3.)
5.12। GOST 27595 के अनुसार लेबलिंग और पैकेजिंग, साथ ही परिवहन और भंडारण के लिए अन्य आवश्यकताएं।
(अतिरिक्त रूप से प्रस्तुत, रेव. एन 3.)
खंड 6. (हटाया गया, रेव. एन 3.)
परिशिष्ट 1
अनिवार्य
काटने की क्षमता निर्धारण विधि,
एंकरिंग अपघर्षक अनाज की ताकत के संकेतक
और जल प्रतिरोध कारक
1. उपकरण और सामग्री
1.1। PSSH-3 के परीक्षण के लिए उपकरण।
1.2। 0.01 ग्राम से अधिक नहीं की वजन त्रुटि के साथ तकनीकी तराजू।
1.3। सैंडपेपर के नमूने 680 मिमी लंबे और 20 मिमी चौड़े हैं।
1.4। 10 मिमी के व्यास और 250 - 300 मिमी की लंबाई के साथ GOST 1051 के अनुसार कैलिब्रेटेड स्टील ग्रेड 45 से बनी एक छड़।
(परिवर्तित संस्करण, रेव. एन 1.)
2. परीक्षा की तैयारी
2.1। सैंडपेपर के नमूने को चीरें और तोलें।
2.2। 100 मिमी के व्यास के साथ एक धातु डिस्क पर सैंडिंग पेपर का एक नमूना और एक चक धारक में एक पीसने वाली छड़ को ठीक करें।
रॉड को ग्राउंड करने के लिए डिस्क रोटेशन की विपरीत दिशा में झुकना चाहिए ताकि पीसने के बाद रॉड का अंत सपाट हो। इस प्रयोजन के लिए, 19.6 एन के रेडियल लोड पर 15 एस के लिए सामान्य इलेक्ट्रोकोरंडम से 12 के दाने के आकार के साथ सैंडपेपर के साथ पीस किया जाता है, 36 की रॉड रोटेशन आवृत्ति, 15 मीटर / एस की पीसने की गति।
2.1, 2.2। (परिवर्तित संस्करण, रेव. एन 1.)
3. परीक्षण
3.1। तालिका में इंगित परीक्षण मोड सेट करें।
───────────┬────────┬────────┬───────────┬─────────┬─────────────────
अनाज का आकार│Speed│Frequency │Radial │Continuation
│निया, एम/एस│रॉड,││चक्र│धातु हटाने के लिए
││-1││पीसना - │चक्र, मिमी
││मिनट││निया, s│
───────────┼────────┼────────┼───────────┼─────────┼─────────────────
4; पंज; एम 63; │15│36│19.6│60│0.2
एम50; М40│││││
───────────┤│├───────────┤│
6; 8│││29,4││
───────────┤│├───────────┼─────────┼─────────────────
10 - 16│││39,2│40│0,5
20 - 50│││44,1│20│
───────────┤│├───────────┼─────────┤
40/25│││68,6│10│
(परिवर्तित संस्करण, रेव. एन 3.)
3.2। पीसने का कार्य करें।
3.3। 0.05 मिमी की त्रुटि के साथ वर्नियर कैलीपर के साथ रॉड के ग्राउंड सेक्शन की लंबाई को मापें।
3.4। रॉड को कमरे के तापमान पर ठंडा करें या दूसरे से बदलें।
3.5। पैराग्राफ के अनुसार संचालन दोहराएं। 3.2 - 3.4 जब तक अपघर्षक कागज के पहनने के प्रतिरोध मानदंड तालिका के अनुसार नहीं पहुंच जाते।
3.2 - 3.5। (परिवर्तित संस्करण, रेव. एन 1.)
3.6। सैंडपेपर का एक नमूना निकालें और तौलें।
4. परीक्षण के परिणामों का प्रसंस्करण
4.1। काटने की क्षमता Q, mm3/min, सूत्र द्वारा निर्धारित की जाती है
क्यू =,
पहले पीस चक्र के लिए ग्राउंड रेफरेंस रॉड की लंबाई कहां है, मिमी;
टी पीस चक्र की अवधि है, एस।
4.2। अपघर्षक त्वचा K, mm/g के अपघर्षक कणों का फिक्सिंग स्ट्रेंथ इंडेक्स सूत्र द्वारा निर्धारित किया जाता है
के =,
ग्राउंड रेफरेंस रॉड की लंबाई कहां है, मिमी;
n चक्रों की संख्या है जब तक स्थायित्व मानदंड पूरा नहीं हो जाता;
परीक्षण से पहले और बाद में सैंडपेपर नमूने के द्रव्यमान के बीच अंतर, जी
4.3। अपघर्षक दानों की कटिंग पावर और होल्डिंग स्ट्रेंथ इंडेक्स को तीन परीक्षणों के अंकगणितीय माध्य के रूप में निर्धारित किया जाता है।
4.1 - 4.3। (परिवर्तित संस्करण, रेव. एन 1.)
4.4। पानी के प्रतिरोध का गुणांक 2 घंटे के लिए (60 +/- 3) डिग्री सेल्सियस के तापमान पर पानी में रखे सैंडपेपर के सूखे नमूने और त्वचा के नमूने का परीक्षण करके निर्धारित किया जाता है।
(अतिरिक्त रूप से प्रस्तुत, रेव. एन 1.)
परिशिष्ट 2
संदर्भ
एंकरिंग अपघर्षक अनाज की ताकत के संकेतक
और त्वचा के जल प्रतिरोध का गुणांक
1. सैंडपेपर के अपघर्षक अनाज की फिक्सिंग ताकत के संकेतक (संदर्भ रॉड की हटाई गई सामग्री का अनुपात आधार को नष्ट की गई कार्यशील परत के द्रव्यमान तक) तालिका में निर्दिष्ट मानों के अनुरूप होना चाहिए।
──────────────┬──────────────────────┬─────────────────────────────
ग्राइंडिंग टाइप-│ग्रेन साइज│ स्ट्रेंथ इंडेक्स के, एमएम/जी,
सामग्री││सैंडपेपर प्रकार के लिए
│├───────────────┬─────────────
इलेक्ट्रोकोरंडम │4; पंज; एम 63; एम50; М40│1.3 - 4.1│4.1 - 25.0
│6; 8│1,1 - 3,8│3,8 - 16,0
├──────────────────────┼───────────────┼─────────────
│10; 12; 16│1,0 - 3,3│3,3 - 15,0
├──────────────────────┼───────────────┼─────────────
│20; 25; 32; 40; 50│0,8 - 2,1│2,1 - 14,0
──────────────┼──────────────────────┼───────────────┼─────────────
सिलिकॉन कार्बाइड│4; पंज; एम 63; एम50; М40│1.8 - 11.0│11.0 - 53.0
├──────────────────────┼───────────────┼─────────────
│6; 8│1,6 - 5,7│5,7 - 28,0
├──────────────────────┼───────────────┼─────────────
│10; 12; 16; 20; 25; 32│0,2 - 2,7│2,7 - 14,0
├──────────────────────┼───────────────┼─────────────
│40; 50│0,3 - 1,1│1,1 - 11,0
├──────────────────────┼───────────────┼─────────────
│40/25│-│0,5 - 5,0
(परिवर्तित संस्करण, रेव. एन 3.)
2. (हटाया गया, रेव. एन 3.)
यूडीसी 621.921.6.024:006.354 ग्रुप जी25
अंतरराज्यीय मानक
स्कैंडिंग फ़ैब्रिक और पेपर स्किन
विशेष विवरण
घर्षण कपड़ा। विशेष विवरण
परिचय की तिथि 01.01.83
यह मानक तेल, मिट्टी के तेल, खनिज आत्माओं पर आधारित तरल पदार्थ को ठंडा करने या काटने के बिना विभिन्न सामग्रियों के अपघर्षक प्रसंस्करण के उद्देश्य से कपड़ा अपघर्षक कागज पर लागू होता है।
1. प्रकार और आयाम
1.1। त्वचा प्रकार से बनायी जानी चाहिए:
1 - गैर-धातु सामग्री, धातुओं और कम कठोरता वाले मिश्र धातुओं और विभिन्न सामग्रियों के मैनुअल प्रसंस्करण के मशीन प्रसंस्करण के लिए;
2 - कठोर और अत्यधिक चिपचिपा सामग्री की मशीन और मैन्युअल प्रसंस्करण के लिए।
1.2। त्वचा को रोल में बनाया जाना चाहिए, जिसके आयाम तालिका में दर्शाए गए हैं। एक।
* 830 मिमी तक की चौड़ाई के लिए 63-32 और 830 मिमी से अधिक की चौड़ाई के लिए 32-12 ग्रिट करें। और 830 मिमी तक की चौड़ाई के लिए, 32 से कम ग्रिट और 830 मिमी से अधिक की चौड़ाई, 12 से कम ग्रिट।
एम के साथ एच और ई। उपभोक्ता के आदेश से अन्य आकारों के रोल के उत्पादन की अनुमति है।
1.3। त्वचा को निम्न प्रकार की कामकाजी परत से बनाया जाना चाहिए:
सी - ठोस;
आर - उभरा हुआ।
1.4। राहत कार्य परत के डिजाइन और आयाम ड्राइंग और तालिका में दर्शाए गए लोगों के अनुरूप होने चाहिए। 1अ.
£) स्टैंडर्ड पब्लिशिंग हाउस, 1982 ® आईएम के स्टैंडर्ड पब्लिशिंग हाउस, 2002

1.5। राहत की सामान्य रेखाओं की समानता से विचलन राहत के प्रति चरण सहिष्णुता के भीतर होना चाहिए।
कपड़े के अपघर्षक पेपर टाइप 2 के लिए प्रतीक का एक उदाहरण, 830 मिमी चौड़ी एक उभरी हुई कार्यशील परत के साथ। 50 मीटर लंबा, मध्यम टवील नंबर 2 पर गंभीर, सफेद इलेक्ट्रोकोरंडम ग्रेड 24A से, ग्रिट आकार 40-N, त्वचा के गोंद पर:
टिप्पणी। उपभोक्ता के अनुरोध पर, इसे अन्य ब्रांडों या उनके मिश्रणों की पीस सामग्री से खाल बनाने की अनुमति है।
(परिवर्तित संस्करण, रेव. के? 1, 2)।
2.3। खाल के निर्माण के लिए, GOST 3357 के अनुसार सूती कपड़ों का उपयोग तालिका के अनुसार आधार के रूप में किया जाना चाहिए। 3.
आइए एक और मैं लें:
1. सिंथेटिक फाइबर से बने अन्य कपड़ों का उपयोग करने की अनुमति है, जिनके भौतिक और यांत्रिक गुण संकेतित से भी बदतर नहीं हैं।
2. यदि कपड़े में एक स्थापित प्रतीक नहीं है, तो उसे त्वचा के प्रतीक में उसके लेख संख्या को इंगित करने की अनुमति है।
(संशोधित संस्करण, रेव. संख्या 2)।
2.4। तालिका में दर्शाए गए अनाज के आकार की पीसने वाली सामग्री से त्वचा बनाई जानी चाहिए। 4.
(संशोधित संस्करण, रेव. नंबर I, 2)।
2.5। सैंडिंग सामग्री को GOST 3252 या अन्य बॉन्ड के अनुसार उद्योग के मानक और तकनीकी दस्तावेज के अनुसार त्वचा के गोंद के साथ आधार से जोड़ा जाना चाहिए।
टिप्पणी। बंडल में डाई या कलरिंग पिगमेंट डालने की अनुमति है।
2.6। कच्चे माल की अनाज संरचना गोस्ट 3647 के अनुसार है।
2.7। (हटाया गया, रेव. नंबर 2)।
2.7। जे। एक निरंतर काम करने वाली परत के साथ त्वचा की कामकाजी सतह पर, झुर्रियों, सिलवटों का कुल क्षेत्र, बिना अपघर्षक अनाज वाले क्षेत्र, एक गुच्छा से भरे हुए। रोल के क्षेत्र का 0.5% से अधिक नहीं होना चाहिए।
आर और एम के साथ एन और साथ। उपभोक्ता के साथ समझौते से, संकेतित दोषों के कुल क्षेत्रफल को रोल क्षेत्र के 1% से अधिक की अनुमति नहीं है।
2.7.2। खाल के एक रोल में, दोषों के साथ 10 मिमी से अधिक की चौड़ाई वाले किनारों की अनुमति नहीं है।
2.7.1, 2.7.2.
2.7.3। राहत कार्य परत के साथ त्वचा की कामकाजी सतह की आवश्यकता GOST 6456 के अनुसार है।
2.एन. त्वचा की मोटाई की असमानता तालिका में निर्दिष्ट मूल्यों से अधिक नहीं होनी चाहिए पंज।
2.9। तन्य शक्ति और त्वचा का बढ़ाव तालिका में निर्दिष्ट मूल्यों के अनुरूप होना चाहिए। 6.
(संशोधित संस्करण, रेव. संख्या 2)।
2.10। त्वचा के दिए गए पहनने को तालिका में निर्दिष्ट मूल्यों के अनुरूप होना चाहिए। 7.
2.11। त्वचा की नमी 2-8% होनी चाहिए।
2.12। इलेक्ट्रोकोरंडम खाल K के अपघर्षक अनाज को ठीक करने का शक्ति सूचकांक (काम करने वाली परत के नष्ट लो आधार के द्रव्यमान के लिए संदर्भ रॉड की हटाई गई सामग्री का अनुपात) तालिका में निर्दिष्ट मूल्यों के अनुरूप होना चाहिए। 7अ.
(संशोधित संस्करण, रेव. नंबर 1)।
2.13। राहत कार्य परत के साथ त्वचा के आधार पर पीसने वाली सामग्री के आवेदन का गुणांक 0.35-0.80 होना चाहिए।
(इसके अतिरिक्त, Rev. No. I)।
2.14। परिशिष्ट 2 में निर्दिष्ट परीक्षण शर्तों के तहत त्वचा की काटने की क्षमता तालिका में निर्दिष्ट मूल्यों के अनुरूप होनी चाहिए। 76.
|
तालिका 76 |
||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||
|
टिप्पणी। ग्रेड F14A और FI ZA की पतली सामग्री से बनी त्वचा की काटने की क्षमता तालिका में दर्शाई गई तुलना में 3% अधिक होनी चाहिए। 76. |
(संशोधित संस्करण, रेव. संख्या 2)।
3. स्वीकृति नियम
3.1। स्वीकृति निरीक्षण और आवधिक परीक्षण यह सत्यापित करने के लिए किया जाना चाहिए कि यह मानक इस मानक की आवश्यकताओं के अनुरूप है।
3.2। पैराग्राफ की आवश्यकताओं के अनुपालन के लिए स्वीकृति नियंत्रण। 1.2, 2.7.1-2.7.3 बैच से कम से कम 1% खाल के रोल के अधीन होना चाहिए, लेकिन पैराग्राफ के अनुसार 3 टुकड़े से कम नहीं। 1.4, 1.5, 2.10। 2.12 और 2.14 - 0.1%, लेकिन 3 पीसी से कम नहीं।
3.1। 3.2। (संशोधित संस्करण, रेव. नंबर I)।
3.2.1। बैच में समान विशेषताओं की खाल शामिल होनी चाहिए, एक पाली में बनाई गई और एक साथ एक दस्तावेज़ के अनुसार स्वीकृति के लिए प्रस्तुत की गई।
3.3। यदि, स्वीकृति नियंत्रण के दौरान, एक से अधिक नियंत्रित संकेतक के लिए मानक की आवश्यकताओं का अनुपालन नहीं किया जाता है, तो लॉट स्वीकार नहीं किया जाता है।
(संशोधित संस्करण, रेव. नंबर 1)।
3.3.1। यदि नियंत्रित संकेतकों में से एक के लिए मानक की आवश्यकताओं का अनुपालन स्थापित नहीं किया जाता है, तो त्वचा के रोल की दोहरी संख्या पर एक दोहराया नियंत्रण किया जाता है।
यदि पुन: प्रतिदर्श में दोष हैं, तो लॉट स्वीकार नहीं किया जाता है।
(अतिरिक्त रूप से प्रस्तुत, रेव. नंबर 1)।
3.4। उत्पाद (रोल के आकार में से एक) जो स्वीकृति नियंत्रण (धारा 3.2 के अनुसार) पारित कर चुके हैं, उन्हें खंड की आवश्यकताओं के अनुपालन के लिए आवधिक परीक्षणों के अधीन होना चाहिए। 2.8 और 2.13 - 0.5% रोल, लेकिन कम से कम 3 टुकड़े, पैराग्राफ। 2.9 और 2.11 - अनाज के आकार 80, 40, 8, 5 और M40 के साथ खाल के रोल का 0.5%, लेकिन 3 टुकड़ों से कम नहीं, आइटम 2.9 - सभी प्रकार के आधार पर खाल।
(संशोधित संस्करण, रेव. नंबर 1)।
3.5। वर्ष में कम से कम एक बार आवधिक परीक्षण किए जाने चाहिए।
(संशोधित संस्करण, रेव. संख्या 2)।
4. नियंत्रण और परीक्षण के तरीके
4.1। KZSH VNIIASH यंत्र पर 49 N के बल पर 2 मिनट के लिए त्वचा को रगड़ कर त्वचा का कम घिसाव (त्वचा के दानेदारपन और उसके छंटने का अनुपात) निर्धारित किया जाता है।
(संशोधित संस्करण, रेव. नंबर 1)।
4.1.1। अन्य परीक्षण शर्तें - GOST 6456 के अनुसार।
4.2। तन्य शक्ति और त्वचा बढ़ाव का निर्धारण GOST 3813 के अनुसार किया जाता है, क्लॉज 1.2 को छोड़कर, परिवेश के तापमान पर। परीक्षण के लिए, नमूने 50 x 200 मिमी के कामकाजी आकार के साथ लिए जाते हैं।
बढ़ाव को तालिका में दिए गए ब्रेकिंग बल के मूल्यों पर नियंत्रित किया जाता है। 6.
(परिवर्तित संस्करण, रेव. नंबर 1, 2)।
4.3। इलेक्ट्रोकोरंडम खाल के अपघर्षक दानों को ठीक करने की काटने की क्षमता और शक्ति संकेतकों का निर्धारण परिशिष्ट 2 में दिया गया है; चकमक पत्थर की खाल काटने की क्षमता का निर्धारण - GOST 6456 के अनुसार।
4.4। काम की सतह के आयाम और उपस्थिति, मोटाई और आकार की असमानता GOST 6456 के अनुसार निर्धारित की जाती है।
(संशोधित संस्करण, रेव. नंबर 1)।
4.5। पैराग्राफ के अनुसार नियंत्रण के लिए नमूने। 4.1-4.4 रोल के किसी भी स्थान से लिया जाता है, रोल के अंत से रिमोट या किनारों से 10 मिमी से कम नहीं होता है। पैराग्राफ के अनुसार संकेतकों का मूल्य। 4.1। 4.2, मोटाई और नमी अनियमितताओं की गणना तीन निर्धारणों के परिणामों के अंकगणितीय माध्य के रूप में की जाती है।
4.6। K के आधार पर सामग्री के अनुप्रयोग गुणांक की गणना परिशिष्ट 3 में दी गई है।
(अतिरिक्त रूप से प्रस्तुत, रेव. नंबर 1)।
5. मार्किंग, पैकेजिंग, परिवहन और भंडारण
5.1। त्वचा रोल की गैर-कार्यशील सतह पर, अनुदैर्ध्य में प्रत्येक (235 ± 20) मिमी और अनुप्रस्थ दिशाओं में प्रत्येक (200 ± 20) मिमी लागू किया जाना चाहिए:
निर्माता का ट्रेडमार्क:
पारंपरिक पदनाम (प्रकार को छोड़कर);
पार्टी नंबर।
चलो एक एन और मैं स्वीकार करते हैं:
1. पीसने वाली सामग्री के मिश्रण का उपयोग करते समय, मुख्य पीसने वाली सामग्री के ब्रांड को प्रतीक में चिह्नित किया जाना चाहिए। अनाज के आकार के मिश्रण का उपयोग करते समय - मुख्य अनाज का आकार।
2. उपभोक्ता के साथ सहमति से, रोल के आयामों को लागू नहीं किया जा सकता है।
(परिवर्तित संस्करण, रेव. नंबर 1, 2)।
5.2। लिंक चिह्नों:
मेज़ड्रोवी गोंद - एम;
संयुक्त बंधन - के.
5.3। रोल में खाल की घुमाव समान और घनी कामकाजी परत होनी चाहिए, झुर्रियों, सिलवटों और उखड़ी हुई जगहों के निर्माण की अनुमति नहीं देती है।
रोल की अंतिम सतह सम होनी चाहिए, रोल के किनारों का फैलाव 830 मिमी चौड़ा तक 20 मिमी से अधिक नहीं होना चाहिए। 830 मिमी से अधिक चौड़ा - 30 मिमी।
(अतिरिक्त रूप से पेश किया गया, संशोधन संख्या 2)।
सेक। 6. (बहिष्कृत। रेव। नंबर 1)।
परिशिष्ट I. (हटाया गया। रेव। नंबर 1)।
परिशिष्ट 2 अनिवार्य
काटने की क्षमता और अपघर्षक अनाज की फिक्सिंग ताकत निर्धारित करने के लिए विधि
1. उपकरण और सामग्री
1.1। PSSH-3 के परीक्षण के लिए उपकरण।
1.2। 0.01 ग्राम से अधिक नहीं की वजन त्रुटि के साथ तकनीकी तराजू।
1.3। त्वचा के नमूने 680 मिमी लंबे और 20 मिमी चौड़े।
1.4। GOST 1051 के अनुसार 10 मिमी के व्यास और 250-300 मिमी की लंबाई के साथ कैलिब्रेटेड स्टील ग्रेड 45 से बना रॉड।
2. परीक्षा की तैयारी
2.1। Prokromkovyvayut और खाल तौलना।
2.2। एक धातु डिस्क पर 100 मिमी के व्यास और एक कारतूस धारक में एक पॉलिश रॉड के साथ एक त्वचा का नमूना तय किया गया है। रॉड को डिस्क के घूमने की दिशा में झुकाया जाना चाहिए। ताकि पीसने के बाद रॉड का अंत सपाट हो। इस प्रयोजन के लिए, 19.6 N के रेडियल बल पर 15 s के लिए सामान्य इलेक्ट्रोकोरंडम से अनाज के आकार 12 के सैंडपेपर के साथ पीस किया जाता है। रॉड की घूर्णी गति 36 मिनट * पीसने की गति 15 m / s है।
3. परीक्षण
3.1। त्वचा की काटने की क्षमता निर्धारित करने के लिए, रॉड निम्न मोड में जमीन है: रेडियल बल - 9.8 एन, पीसने का समय - 1 मिनट, पीसने की गति - 15 मीटर / एस, रॉड रोटेशन की गति - 36 मिनट -
3.2। रॉड के ग्राउंड सेक्शन की लंबाई को कैलीपर से 0.05 मिमी की त्रुटि के साथ मापा जाता है।
3.3। डी "अपघर्षक अनाज को ठीक करने की शक्ति सूचकांक का पहला निर्धारण, रॉड को ठंडा किया जाता है कमरे का तापमानया दूसरे से बदलें।
3.4। तालिका में इंगित मोड में रॉड जमीन है।
|
अनाज |
पीसने की गति। |
फ्रीक्वेंसी और इराशेंका सीआईपीएक्सटीआईआई। मिनट |
रेडियल बल। एच |
पी रोलोलज़ और टेल एमएनकेटी साइकिल, सी |
KptiTcpiiik टूल लाइफ - न्यूनतम धातु निष्कासन प्रति निकल, मिमी |
| जहां क्यू। - ग्राउंड रेफरेंस रॉड की लंबाई, मिमी; n चक्रों की संख्या है जब तक स्थायित्व मानदंड पूरा नहीं हो जाता; डी परीक्षण से पहले और बाद में सैंडपेपर नमूने के द्रव्यमान में अंतर है, जी। 4.3। अपघर्षक अनाजों की कटिंग पावर और होल्डिंग स्ट्रेंथ इंडेक्स को तीन परीक्षणों के परिणामों के अंकगणितीय माध्य के रूप में निर्धारित किया जाता है। परिशिष्ट 3 अनिवार्य आधार पर पीसने वाली सामग्री के आवेदन के गुणांक की गणना आधार K पर अपघर्षक सामग्री के अनुप्रयोग का गुणांक और (आधार के क्षेत्रफल का अनुपात उसके कुल क्षेत्रफल पर लागू अपघर्षक सामग्री के साथ) सूत्रों द्वारा गणना की जाती है: संस्करण 1 के लिए जहाँ tyah राहत की अधिकतम चौड़ाई है, मिमी। fmux - अधिकतम राहत कदम, मिमी; निष्पादन के लिए 2 संस्करण 3 के लिए एक n,.i\ 1 ~ f rn.n ~ हां-एन।,-। " एक संस्करण 4 के लिए जहाँ विधायक - न्यूनतम राहत चौड़ाई, मिमी; f min - न्यूनतम राहत कदम। मिमी। मैं- व्यक्तियों। नंबर 1)2354 या 14.07.2000। 12/10/2001 को सेट को सौंप दिया गया। 12/26/2001 पर हस्ताक्षर किए और मुहर लगाई। उएल। तंदूर एल 1.40। उच.-एड.एल. 0.97। परिसंचरण 127 ईक*. 3253 से। कानून। 1168. एनपीके और मानक निर्माता। 107076. मॉस्को, कोलोडीमुई लेन। IPC मानकों की स्थापना में टाइप और मुद्रित |
फ्लेक्स टूल
सैंडपेपर- एक लचीले आधार पर एक अपघर्षक उपकरण जिसकी एक परत या उस पर जमा की गई अपघर्षक सामग्री की कई परतें, एक बंडल के साथ तय की जाती हैं। इसे कपड़े या कागज के आधार पर बनाया जाता है, जिसका उपयोग शीट, टेप, डिस्क, सर्कल, शंकु, फ्लैप ग्राइंडिंग व्हील आदि के रूप में किया जाता है। यह बिना ठंडा किए और शीतलक के उपयोग के साथ विभिन्न सामग्रियों के अपघर्षक प्रसंस्करण के लिए अभिप्रेत है।
बुनियाद
अपघर्षक त्वचा के उद्देश्य और ऑपरेशन के दौरान ताकत की आवश्यकताओं के आधार पर, कपास, मिश्रित कपड़े (ताना - कपास, बाना - विस्कोस औद्योगिक धागा), सिंथेटिक (नायलॉन, लावसन), कागज, फाइबर, संयुक्त आधार (कपड़ा + कागज) इसके निर्माण के लिए उपयोग किया जाता है।
कागज आधारित खाल (GOST 6456-82, GOST 10054-82)
GOST 6456-82 के अनुसार, रूसी विनिर्माण उद्यम उपयोग करते हैं निम्नलिखित प्रकारअपघर्षक खाल के निर्माण के लिए पेपर बेस (GOST 18277, GOST 10127):
द्वारा गोस्ट 10054-82के निर्माण के लिए नमी प्रतिरोधी कागजसैंडिंग पेपर निम्नलिखित आधारों का उपयोग करता है:
टिप्पणी:
जर्मन उद्यम निम्नलिखित प्रकार के पेपर बेस का उपयोग करते हैं:
- ग्रेड A - बहुत पतला (70 g/m2);
- ग्रेड बी - पतला (100 ग्राम/एम2);
- ग्रेड सी - मध्यम (120 ग्राम/एम2);
- ग्रेड D - मोटा (150 g/m2);
- ग्रेड ई - बहुत मोटी (220 g/m2);
कपड़े के आधार पर खाल (GOST 5009-82, GOST 13344-79)
सभी देशों के निर्माताओं द्वारा अक्सर सैंडिंग पेपर के आधार के रूप में उपयोग किए जाने वाले सूती कपड़ों के उच्च शक्ति वाले ग्रेड होते हैं। सिंथेटिक सामग्री का उपयोग बहुत कम बार किया जाता है, क्योंकि। असमान रूप से खिंचाव करते हैं और लोच खो देते हैं।
रूसी विनिर्माण उद्यम गोस्ट 3357 के अनुसार निम्नलिखित प्रकार के सूती कपड़े के आधार का उपयोग करते हैं:
|
कपड़े का नाम |
चिन्ह, प्रतीक |
|
अतिरिक्त हल्का सादा रंगा हुआ टवील | |
|
टवील लाइट नंबर 1 गंभीर | |
|
लाइट टवील नंबर 2 सादा रंगे | |
|
टवील मध्यम №1 गंभीर | |
|
मध्यम टवील №1 सादा रंगे | |
|
भारित टवील नंबर 1 गंभीर | |
|
भारित टवील नंबर 1 सादा रंगेऔर मैं | |
|
टवील विशेष रूप से हल्का गंभीर | |
|
टवील लाइट नंबर 2 गंभीर | |
|
मध्यम टवील №2 गंभीर | |
|
टवील भारित संख्या 2 गंभीर |
सैंडिंग फैब्रिक वाटरप्रूफ स्किन के निर्माण के लिए, GOST 3357, GOST 19196 के अनुसार फैब्रिक का उपयोग किया जाता है:
टिप्पणी:
GOST डी सिंथेटिक वाले सहित अन्य कपड़ों का उपयोग, जिनके गुण बताए गए से भी बदतर नहीं हैं, को छोड़ दिया गया है।
ऑपरेशन के लिए शर्तों और आवश्यकताओं के आधार पर, निम्नलिखित प्रकारों में सैंडिंग पेपर का उत्पादन किया जाता है: जलरोधक और जलरोधक।
त्वचा प्रकार
उद्देश्य के आधार पर, विभिन्न आधारों पर गैर-जल-प्रतिरोधी और जल-प्रतिरोधी अपघर्षक कागज दो प्रकारों में निर्मित होते हैं:
GOST 5009-82 के अनुसार गैर-जलरोधक कपड़े
श्रेणी 1- गैर-धातु सामग्री, धातुओं और कम कठोरता वाले मिश्र धातुओं के मशीन प्रसंस्करण के लिए और विभिन्न सामग्रियों के मैनुअल प्रसंस्करण के लिए;
टाइप 2- कठोर और मजबूत-चिपचिपी सामग्री की मशीन और मैन्युअल प्रसंस्करण के लिए।
पनरोक कपड़े GOST 13344-79
श्रेणी 1- लकड़ी, प्लास्टिक, वार्निश कोटिंग्स और कम कठोरता मिश्र धातुओं की मशीन और मैन्युअल प्रसंस्करण के लिए।
टाइप 2- कठोर और मजबूत-चिपचिपी धातुओं और मिश्र धातुओं के मशीन और मैनुअल प्रसंस्करण के लिए।
गैर-जलरोधक कागज GOST 6456 - 82
श्रेणी 1- गैर-धातु सामग्री (लकड़ी, चमड़ा, रबर, प्लास्टिक, आदि) की मशीन और मैनुअल प्रसंस्करण के लिए;
टाइप 2- धातुओं, मिश्र धातुओं की मशीन और मैनुअल प्रसंस्करण के लिए।
टिप्पणी:
GOST 10054-82 वाटरप्रूफ पेपर सैंडपेपर के प्रकारों को निर्दिष्ट नहीं करता है।
कामकाजी परत के प्रकार
परतों की संख्या के अनुसार, अपघर्षक कपड़ा पनरोक कपड़ा नामित किया गया है:
हे- एकल परत;
डी- दो परत।
यदि पीसने वाली सामग्री की कामकाजी परतें लचीली आधार के दोनों किनारों पर स्थित होती हैं, तो त्वचा को दो तरफा कहा जाता है।
सैंडिंग क्लॉथ नॉन-वाटरप्रूफ और पेपर नॉन-वाटरप्रूफ सैंडपेपर के आधार पर पीसने वाली सामग्री को लागू करने की विधि के अनुसार, निम्न प्रकार की कार्यशील परत प्रतिष्ठित हैं:
सी- ठोस;
आर- उभरा हुआ
GOST 6456 - 82 (पेपर सैंडपेपर)
के अनुसार राहत और कार्यशील परत के संस्करण GOST 5009 - 82 (सैंडिंग फैब्रिक क्लॉथ)तालिका से मेल खाना चाहिए:
कक्षाओं
इस पर निर्भर उपस्थितिऔर असमान मोटाई, अपघर्षक कागज ऊतक जलरोधकबनाया जाना चाहिए कक्षाओं औरऔर बी. GOST 13344-79 के अनुसार, झुर्रियों, सिलवटों, बिना अपघर्षक अनाज वाले क्षेत्रों का कुल क्षेत्रफल, एक बंडल से भरा हुआ, कक्षा ए के लिए 0.5% से अधिक नहीं होना चाहिए; कक्षा बी - रोल क्षेत्र का 2.0%।
बंडल।
अपघर्षक खाल बनाने के लिए बांड का उपयोग किया जाता है। विभिन्न प्रकारऔर टिकटें।
निर्माण में गैर-निविड़ अंधकार कपड़े, कागज, और संयुक्त खाल, तेल, मिट्टी के तेल या सफेद स्पिरिट पर आधारित शीतलक या शीतलन के बिना अपघर्षक प्रसंस्करण के लिए अभिप्रेत है, त्वचा के गोंद का उपयोग किया जाता है, या फिनोल-फॉर्मेल्डिहाइड रेजिन के संयोजन के साथ त्वचा के गोंद का उपयोग किया जाता है।
पद:
एम- त्वचा का गोंद;
प्रति- संयुक्त कड़ी।
पनरोक कागजसैंडिंग पेपर PF-587 वार्निश, YAN-153 वार्निश, एपॉक्सी वार्निश और अन्य जल प्रतिरोधी बाइंडर्स का उपयोग करके बनाया गया है।
पनरोक कपड़ेसैंडिंग पेपर सिंथेटिक बाइंडरों पर बनाया जाता है - GOST 20907B के अनुसार फिनोल-फॉर्मेल्डिहाइड रेजिन SFZh-3038, SFZh-3039, NTD के अनुसार लाख ब्रांड YAN-153, आदि।
अंकन प्रणाली
1. सैंडिंग पेपर का अंकन:
अपघर्षक पेपर रोल की सतह के गैर-कार्यशील भाग पर, अनुदैर्ध्य में प्रत्येक (235 ± 20) मिमी और अनुप्रस्थ दिशाओं में प्रत्येक (200 ± 20) मिमी लागू किया जाना चाहिए:
विभिन्न प्रकार की सैंडिंग शीट्स के प्रतीक एक दूसरे से थोड़े अलग होते हैं। मुख्य रूप से उपयोग की जाने वाली 4 प्रकार की अपघर्षक खाल के लिए प्रतीकों के उदाहरण यहां दिए गए हैं:
उदाहरण 1: फैब्रिक नॉन-वाटरप्रूफ सैंडिंग पेपर (GOST 5009-82) टाइप 2 एक रिलीफ वर्किंग लेयर के साथ 830 मिमी चौड़ा, 50 मीटर लंबा, मध्यम टवील नंबर 2 गंभीर पर, सफेद इलेक्ट्रोकोरंडम ग्रेड 24A से बना, ग्रिट 40-N, त्वचा पर गोंद:
2R 830x50 C2 24A 40-N M GOST 5009-82
(नोटेशन की व्याख्या के लिए, उदाहरणों के बाद तालिका देखें)।
उदाहरण 2: वाटरप्रूफ फैब्रिक (GOST 13344-79) 2-लेयर सैंडिंग पेपर टाइप 2, 820 मिमी चौड़ा, 20 मीटर लंबा, प्लेन-डाइड वेटेड टवील से बने फैब्रिक बेस पर, ग्रीन सिलिकॉन कार्बाइड 63 C से बना, ग्रिट 40-H ( पहली परत) और 25 -P (दूसरी परत), फिनोल-फॉर्मेल्डीहाइड राल पर:
D2 820x20 UG 63S 40-N/25-P SFZh GOST 13344-79।
उदाहरण 3: नॉन-वाटरप्रूफ पेपर सैंडिंग (GOST 6456-82) टाइप 1 सैंडपेपर, निरंतर काम करने वाली परत C के साथ, 1000 मिमी चौड़ा, 50 मीटर लंबा, पेपर ग्रेड 0-200 पर, सामान्य इलेक्ट्रोकोरंडम ग्रेड 15A से, अनाज का आकार 25-N, त्वचा पर गोंद:
1C 1000x50 P2 15A 25-N M GOST 6456-82।
उदाहरण 4:वाटरप्रूफ सैंडिंग (GOST 10054-82) एक रोल में त्वचा, 750 मिमी चौड़ी, गीले-ताकत वाले कागज पर 50 मीटर लंबी, हरे सिलिकॉन कार्बाइड से बनी, ग्रेड 64C, ग्रिट का आकार 16P:
750x50 एम 64 एस 16-पी गोस्ट 10054-82
अपघर्षक सामग्री की परतों की संख्या
हे- एकल परत
डी- दो-परत (सैंडिंग पेपर के प्रकार को इंगित करने से पहले अक्षरों को नीचे रखा जाता है)
सैंडिंग परत विधि
साथ- ठोस
आर- उभरा हुआ
साथ- ठोस
आर- उभरा हुआ
बंडल
एम- त्वचा का गोंद
प्रति- संयुक्त कड़ी
वार्निश और रेजिन का पदनाम
एम- त्वचा का गोंद
प्रति- संयुक्त कड़ी
वार्निश और रेजिन का पदनाम
2. सैंडिंग बेल्ट
GOST 12439-79 के अनुसार, सैंडिंग बेल्ट का एक विशेष पदनाम है।
उदाहरण:एक अंतहीन सैंडिंग बेल्ट (एलबी) संस्करण 1 का प्रतीक, चौड़ाई एच = 100 मिमी, लंबाई एल = 3500 मिमी, सामान्य इलेक्ट्रोकोरंडम ग्रेड 15 ए से बना, ग्रिट आकार 25-एन, भारित चिकनी-रंगे पर GOST 5009-82 के अनुसार सैंडपेपर से बना टवील, कक्षा बी:
एलबी 1 100x3500 15ए 25-एन 2 यूजी बी गोस्ट 12439-79
क्रियान्वयन:
1 - 45-65 डिग्री के कोण पर एक सीम के साथ लुढ़का हुआ सैंडपेपर की चौड़ाई के बराबर या उससे कम चौड़ाई;
2 - 5-65 डिग्री के कोण पर सीम या सीम के साथ रोल्ड सैंडपेपर की चौड़ाई से अधिक चौड़ा।
3. सैंडिंग बॉबिन
बी- मैनुअल प्रसंस्करण के लिए और अंतहीन पीस बेल्ट के निर्माण के लिए;
बी.एम.- मशीन प्रसंस्करण के लिए;
बीएमपी- मशीन प्रसंस्करण के लिए स्लॉटेड किनारों के साथ।
उदाहरण:बीएम-टाइप सैंडिंग रील का पारंपरिक पदनाम, चौड़ाई बी = 50 मिमी, लंबाई 30 मीटर, सामान्य इलेक्ट्रोकोरंडम ग्रेड 14 ए से बना, अनाज का आकार 25-एन, गोस्ट 5009-82 के अनुसार सैंडपेपर से बना, प्रकाश टवील नंबर 2 पर, एक रंग, कक्षा ए.
बीएम 50x30 14ए 25-एन 2 एल2जी गोस्ट 12439-79
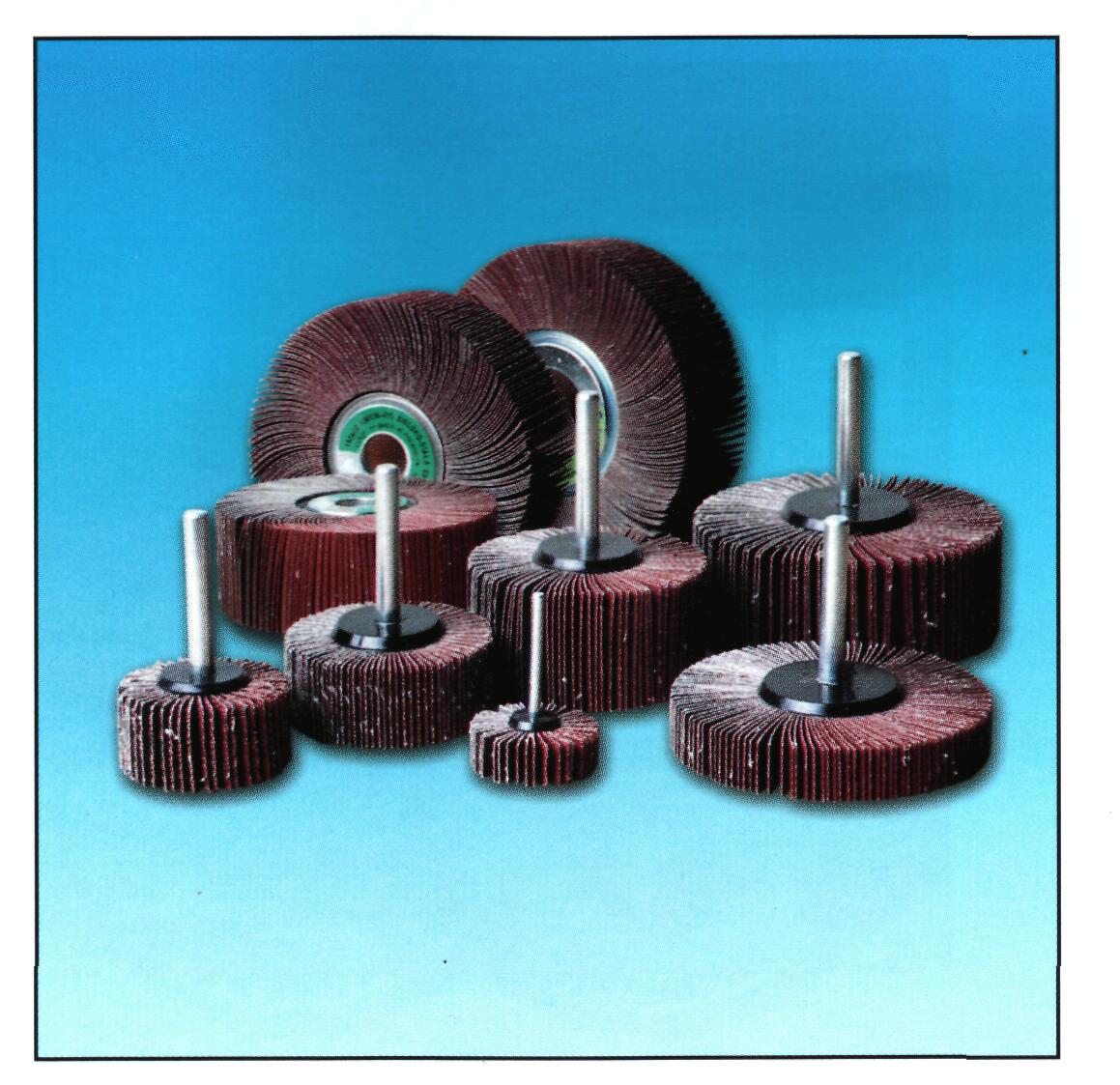
4. पंखुड़ी घेरे
5. मेश डिस्क
वर्तमान में GOST नहीं। ऑर्डर करते समय, आधार के लिए सामग्री, पीसने वाले अनाज के ब्रांड और उसके अनाज के आकार, उद्देश्य (सूखी पीस या शीतलक के साथ) को इंगित करने की सिफारिश की जाती है।
6. फाइबर डिस्क

दो प्रकार उत्पन्न होते हैं:
1 - गैर-धातुओं, अलौह धातुओं और उनकी मिश्र धातुओं को पीसने के लिए;
2 - स्टील्स, संक्षारण प्रतिरोधी, गर्मी प्रतिरोधी और गर्मी प्रतिरोधी मिश्र धातुओं को पीसने के लिए।
डिस्क व्यास: 60, 70, 100, 150, 178, 225 मिमी।
प्रतीक उदाहरण:
फाइबर ग्राइंडिंग डिस्क टाइप 2, व्यास 225 मिमी, छेद व्यास 22 मिमी, सामान्य इलेक्ट्रोकोरंडम ग्रेड 14ए से, ग्रिट आकार 16-पी, फिनोल-फॉर्मेल्डिहाइड राल (सी) पर:
2 225x22 14ए 16-पी एस गोस्ट 8692-88
डिस्क लेबल:
डिस्क की गैर-कार्यशील सतह पर लागू किया जाना चाहिए:
- निर्माता का ट्रेडमार्क;
- पारंपरिक पदनाम (प्रकार, आयामों को छोड़कर)।
7. अपघर्षक रेशों से बने ब्रश

अपघर्षक फाइबर की तस्वीर। काले धब्बे अपघर्षक दाने होते हैं।
ऑर्डर करते समय, आपको ब्रश के मुख्य आयाम, अपघर्षक सामग्री के दाने के आकार और प्रति इकाई क्षेत्र में थ्रेड्स की संख्या जैसे संकेतक को निर्दिष्ट करना चाहिए।